Kenniscentrum
1. Tekeningen
Om onduidelijkheden en productiefouten te voorkomen, werkt Kepser volgens de NEN-normen. Deze zijn aan te vragen bij het Nederlands Normalisatie-instituut (www.nen.nl). In dit handboek verwijzen we naar de bijbehorende NEN-normen waar deze van toepassing zijn, maar geven we ook informatie ter aanvulling dan wel verduidelijking waar de normen dat ons inziens behoeven.
Een technische tekening mag voor de persoon op de werkvloer aan duidelijkheid niets te wensen overlaten. Bij tekeningen is het daarom essentieel, de juiste maatvoeringen en toleranties duidelijk en netjes aan te geven. In verband met de productiebesturing, de programmering van CNC-machines en om een en ander (met name bij gebruik van onderdelen in verschillende producten) overzichtelijk te houden, genieten mono-tekeningen de voorkeur.
Uitwisseling CAD pakket
Hi-CAD kan de volgende formaten inlezen en exporteren: DXF, DWG, STEP, MTA, VDAIS, VDAFS, CATIA, VRML, FEM. Om CAM-codes voor CNC-gestuurde machines te genereren, kunnen zowel 2D formaten als 3D modellen worden gebruikt.
Algemeen
- Zorg ervoor dat contouren gesloten zijn.
- Gebruik geen dubbele contourlijnen, de laser snijdt deze dubbel.
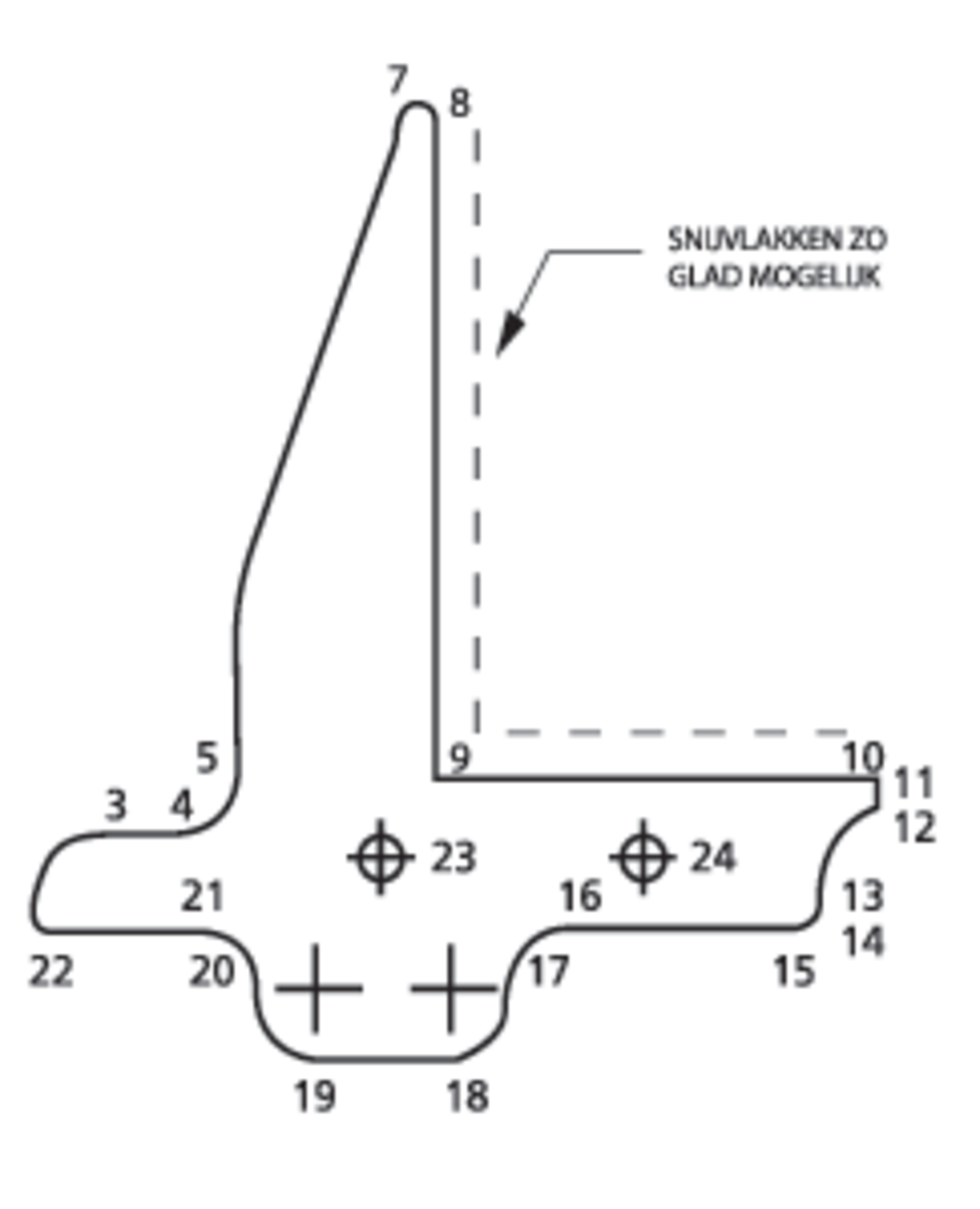
- Houd bij het programmeren van lasergesneden producten rekening met de plaats van insteek, desnoods door aan te geven waar de insteek absoluut niet mag zitten. De insteek zorgt namelijk meestal voor een oneffenheid aan het product, wat hinderlijk kan zijn voor de functie van het product of voor vervolgbewerkingen. Fig. 1.1
- Lever bij voorkeur aan op schaal 1:1.
- Druk tekeningen bij voorkeur af op A3 of A4.
- Op het moment van tekenen moet bekend zijn of het product/de plaat voorzien is van folie. Houd er rekening mee dat folie van bovenaf gesneden wordt.
- Houd er rekening mee dat tranenplaat gesneden wordt met de gladde kant boven.
- Geef tapgaten aan met een ¾ cirkel om het geboorde gat.
- Teken maatgetolereerde gaten en contouren in het midden van het tolerantieveld.
- Hanteer een functionele maatvoering (volgens de omschrijving in hoofdstuk 3).
- Teken voldoende aanzichten.
- Gebruik mono-tekeningen.
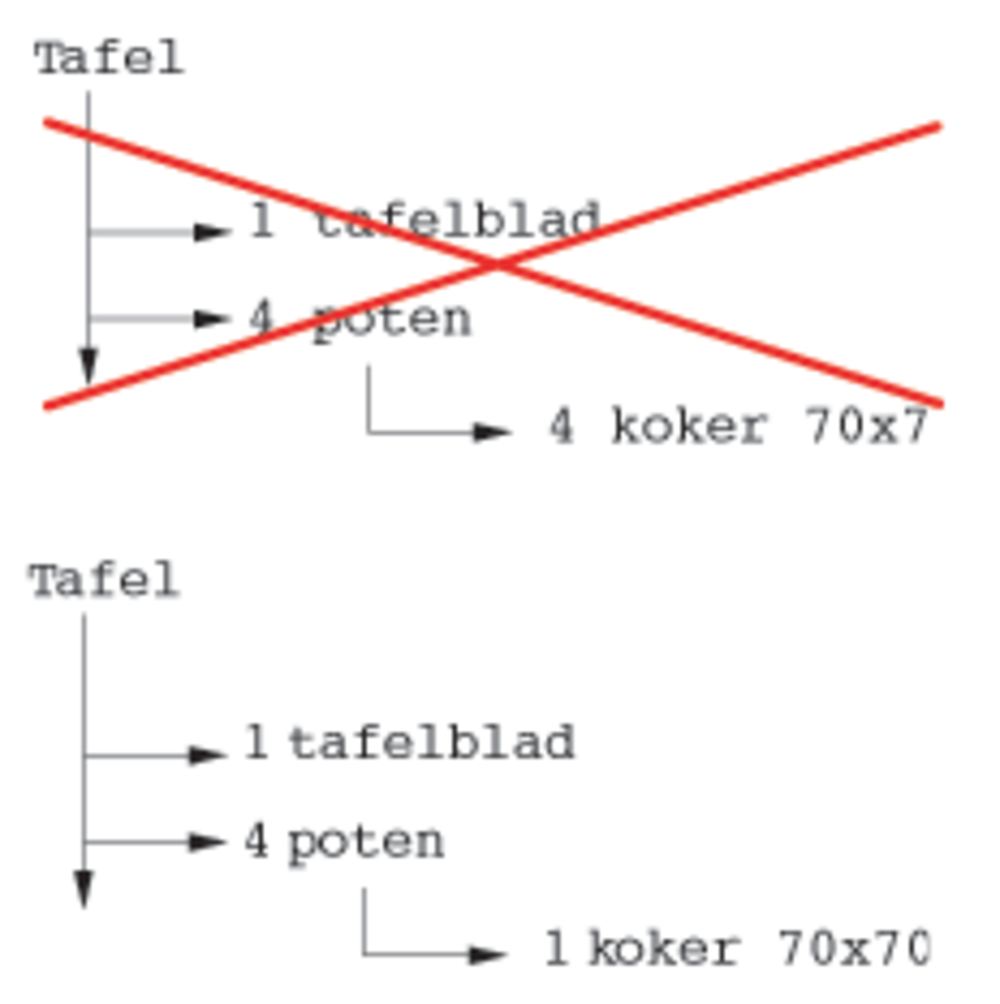
- Vermeld aantallen in de stuklijst op basis van enkelstuks. Hierdoor is in de stuklijst duidelijk zichtbaar hoeveel onderdelen er nodig zijn en hoeft er niet naar een lager niveau gekeken te worden. Fig. 1.2
De tekening
Titelblok
Inschrijving volgens NEN 5308.
- Zorg ervoor dat tekeningen (bestanden) identificeerbaar zijn. Ze moeten voorzien zijn van tekeningnummer, revisienummer, datum en omschrijving van het product of project.
- Vermeld bij het revisienummer bij voorkeur ook de aard van de wijziging en de revisiedatum.
- Vermeld de referentietekening als de tekening van een ander product is afgeleid (lengtevariant, spiegelbeeld).
- Kies voor een begrijpelijke productnaam (noem bijvoorbeeld niet alles ‘plaat’).
Maatinschrijven
Technische tekeningen bematen volgens ISO 129.
Inschrijving maatlijnen
Technische tekeningen, algemene principes voor weergave maatlijnen, volgens NEN-ISO 128.
Schrift bij bematingen
Technische productdocumentatie schrift volgens NEN-ISO 3098.
Aangeven van maten
- Schrijf de maten in op de plaats waar men ze bij het maken van het werkstuk zal zoeken, dus in die projectie waarin de vorm of het profiel van het werkstuk het duidelijkst tot uitdrukking komt.
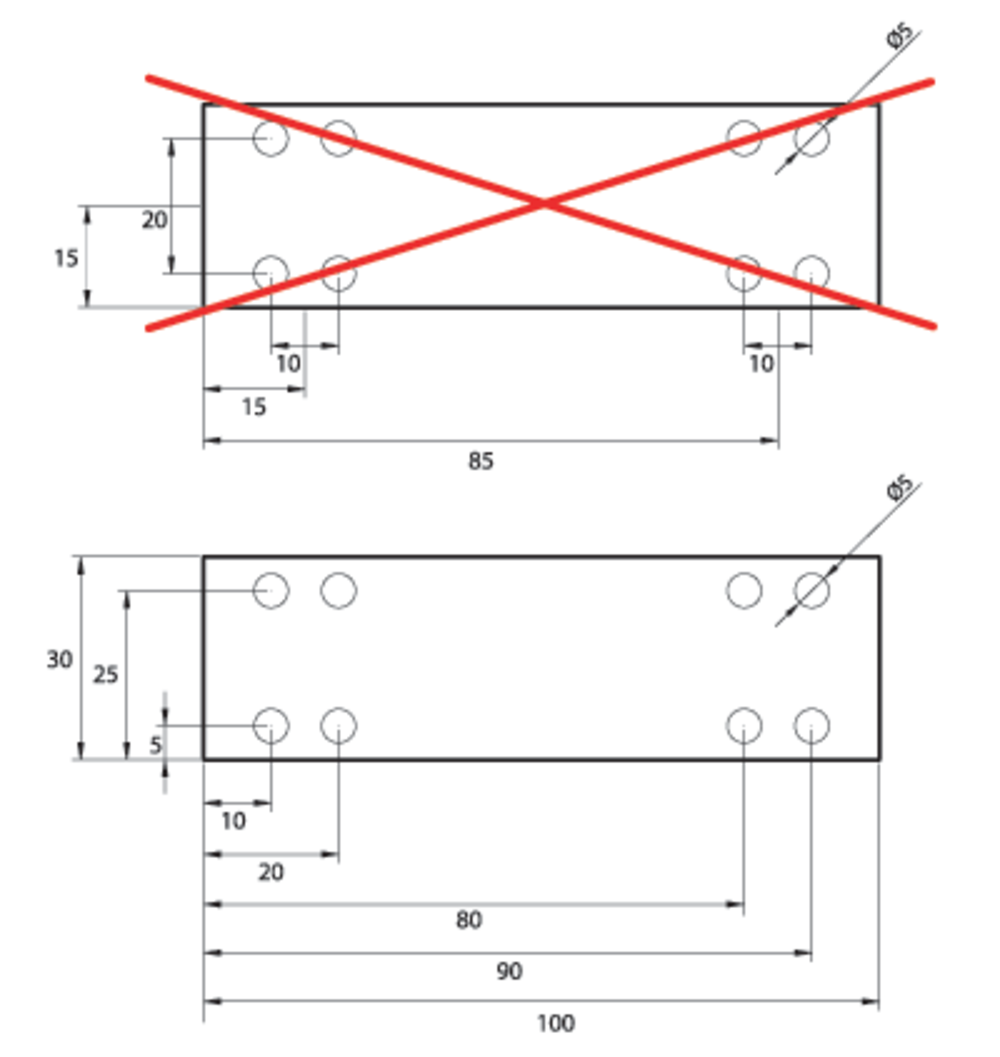
- Als er bij de productie nog gerekend moet worden om bepaalde maten te achterhalen, zouden er fouten kunnen optreden. Houd bij de bemating daarom al rekening met het produceren van het product. Kies bij boren en lassen voor absolute bemating. Fig. 1.3
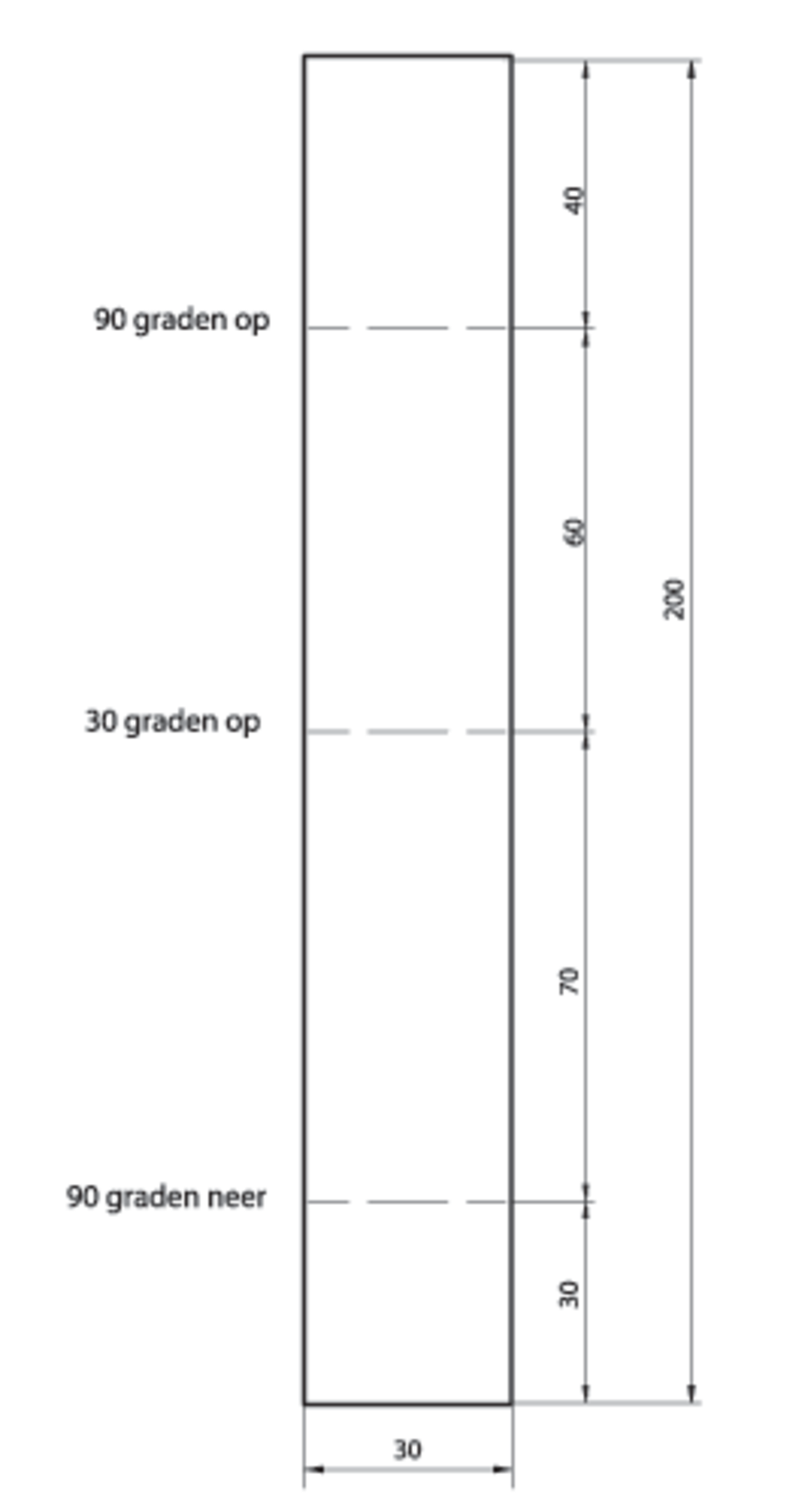
- Kies bij zetten voor kettingmaten van buiglijn tot buiglijn. Fig. 1.4
- Vermeld de totale lengtemaat van een werkstuk.
- Houd in- en uitwendige maten gescheiden. Plaats de lengtematen die betrekking hebben op de inwendige afmetingen boven de figuur en de lengtematen met betrekking tot de uitwendige afmetingen eronder.
- Vermeld de zetradius niet als deze niet belangrijk is. Algemeen mag Ri=S worden aangehouden.
- Bemaat functioneel: gebruik toleranties op bewerkingen die haalbaar zijn en tolereer niet kleiner dan noodzakelijk voor het te gebruiken doel.
Vorm- en plaatstoleranties
Technische tekeningen vorm- en plaatstoleranties volgens NEN-ISO 1101.
Passingen en maattoleranties
ISO passingstelsel, grondslagen van toleranties, grensmaatafwijkingen en passingen volgens NEN-ISO 286. Voorkeurspassingen volgens NEN 2807.
Kies maattoleranties zeker niet te krap, dit verhoogt de productiekosten.
Ruwheden
Geometrische productspecificatie aanduiding van oppervlaktegesteldheid in technische productdocumentatie volgens NEN-EN-ISO 1302.
Lasaanduidingen
Symbolische weergave las- en soldeerverbindingen op tekeningen volgens NEN-ISO 2553.
Lasproces volgens NEN-EN-ISO 4063.
Kwaliteitsniveau volgens NEN-EN-ISO 5817 en NEN-ISO 10042.
Laspositie volgens NEN-EN-ISO 6947.
Lastoevoegmateriaal volgens NEN-EN-ISO 544, ISO 2560 en ISO 3581.