Kompetenzzentrum
6. Lasersnijden
Lasersnijden is een thermisch proces waarbij een gefocusseerde laserstraal wordt gebruikt om het materiaal plaatselijk sterk te verhitten. Met een coaxiale gasstroom wordt het gesmolten materiaal uit de snijvoeg geblazen waardoor een schone, strakke snede ontstaat. De gasstraal zorgt er tevens voor dat de snedekanten minder oxideren.
De vorm van de snede wordt tot stand gebracht door de laser- en gasstraal ten opzichte van het plaatmateriaal te bewegen. Dit gebeurt met behulp van CNC-besturing. Het proces wordt aangestuurd met een CAD-CAM koppeling. Kepser gebruikt hier WiCAM voor.
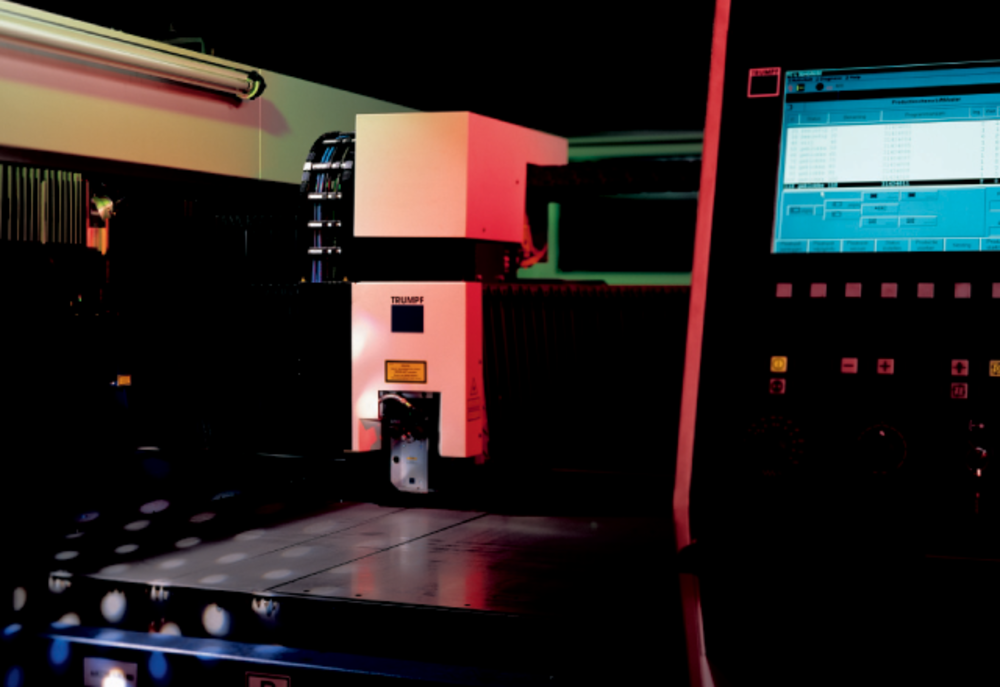
Kepser heeft onder meer een 5 kW CO2 laser van Trumpf (L3050). Deze machine heeft een vliegende optiek, wat inhoudt dat de plaat een vaste positie heeft en de laserstraal met behulp van spiegels en de snijkop 61.png over de plaat bewogen wordt. Als beschermgas wordt zuurstof of stikstof toegepast. De maximale plaatafmeting is 3000 x 1500 mm (voor RVS met plaatdiktes tot en met 20 mm, voor staal met plaatdiktes tot en met 25 mm).
Enkele voordelen van lasersnijden
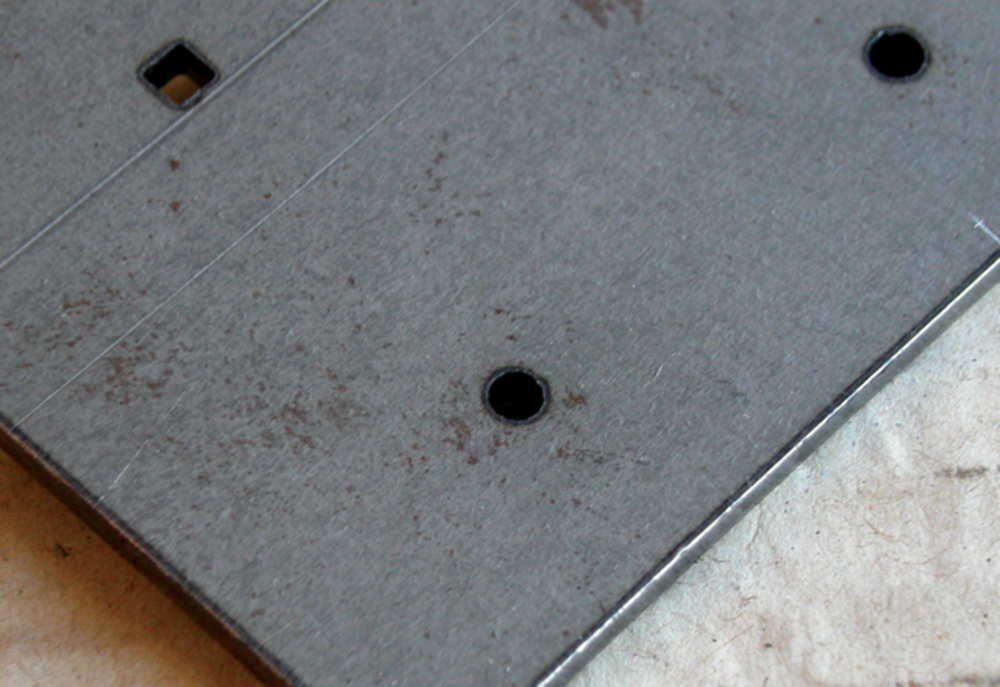
- Rechte, braamvrije snede. 62.png
- Hoge snijsnelheden.
- Smalle snijspleet.
- Snede met een glad oppervlak (hoe dunner, hoe gladder).
- Vrije contouren.
- Nauwkeurig.
- Snel omschakelen naar een ander product.
- Contactloze bewerking.
- Nauwelijks warmtebeïnvloeding van het product.
De kwaliteit van het te snijden product is mede afhankelijk van de toestand waarin het uitgangsmateriaal wordt aangeleverd. Roestige, gezandstraalde, gekogelstraalde en gelakte platen hebben een negatieve invloed op het resultaat, gebeitste en geoliede delen een gunstige. Zie ook hoofdstuk 2 Plaatmateriaal.
Platen worden automatisch opgelegd m.b.v. de liftmaster. 63.png
Afhankelijk van de materiaalsoort, plaatdikte en nabewerkingen wordt er gekozen voor stikstof of zuurstof als snijgas. Bij staal dat gesneden wordt met zuurstof, ontstaat er een oxidehuid aan de snijkant. In het geval van poedercoaten is dit ongewenst en is stikstof het aangewezen gas. RVS wordt altijd met stikstof gesneden.
Minimale gatdiameters
Het te kiezen contourtype hangt, in verband met de snijsnelheid en de realiseerbaarheid van de kwaliteit, af van de afmetingen van het gat. 64.png Onderstaande tabel bevat de minimale snijdiameters van gaten.
| Minimale gatdiameters lasersnijden: Trumpf L3050, 5 kW | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Plaatdikte (mm) | 1 | 1.5 | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 15 | 20 | 25 |
| Staal (mm) | 1 | 1.7 | 1 | 1.3 | 1.5 | 2 | 2.5 | 2.4 | 3.2 | 4 | 4.8 | 8 | 12 | 40 |
| RVS (mm) | 1 | 1.5 | 1 | 1.3 | 1.5 | 2 | 2.5 | 3 | 4 | 5 | 7.5 | 9 | 18 | |
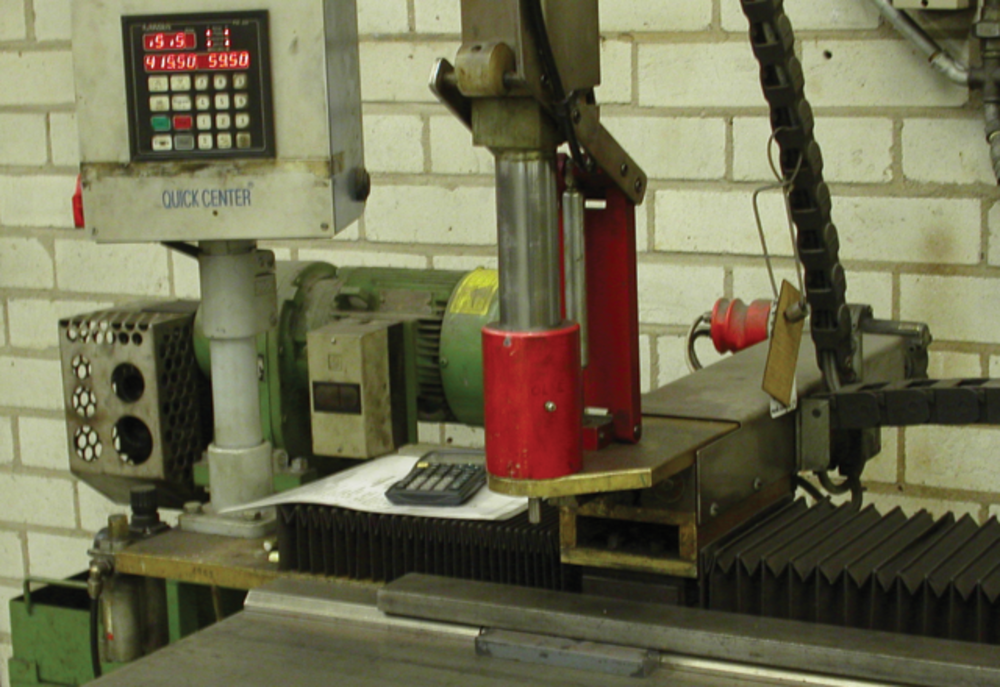
Er zijn gaten waarvan de diameter kleiner moet zijn dan hierboven vermeld. De positie van het gat kan worden aangegeven door deze te graveren. Dit is overigens alleen zinvol bij ronde producten. Rechthoekige producten worden op de automatische centerpons 65.png gelegd om de gaten te positioneren. Het graveren van een centerplaats is dan overbodig.
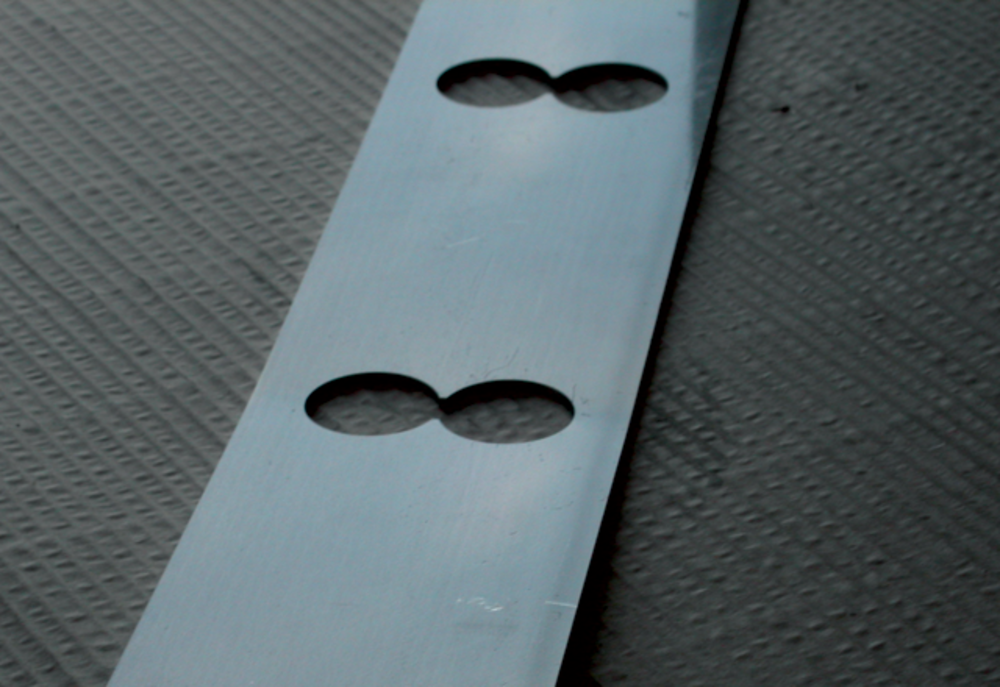
Er bestaat geen minimale afstand tussen gaten. Het is mogelijk gaten te laten overlappen. 66.png
Het is niet mogelijk een terugkerende blinde rand te programmeren bij geperforeerde plaat. Dit door het verloop in de steek van de perforatie. Doordat hier speciaal rekening mee moet worden gehouden tijdens het nesten en snijden, wordt het uitlijnen te duur.
Snijdiameter laserstraal
Voor het snijden van een smalle opening maakt de laser geen rondgaande contour maar een enkele baan. De breedte van de gesneden opening is afhankelijk van de laserdiameter. Die verschilt per plaatdikte en snijtype. Om een indruk te krijgen van de grootheden staan hieronder de grootste en kleinste diameter en de daarvan afhankelijke snijspleet.
| Materiaal | Kleinste diameter | Grootste diameter |
|---|---|---|
| Staal | 0,15 bij 1 mm plaatdikte | 0,7 bij 25 mm plaatdikte |
| RVS | 0,2 bij 1 mm plaatdikte | 0,3 bij 15 mm plaatdikte |
Omdat de laserdiameter variabel is, kan er een correctiefactor worden ingesteld. Hierdoor is het mogelijk, in het geval van binnen- en buitencontouren, niet het hart maar de rand van de laserstraal de bedoelde lijn te laten volgen.
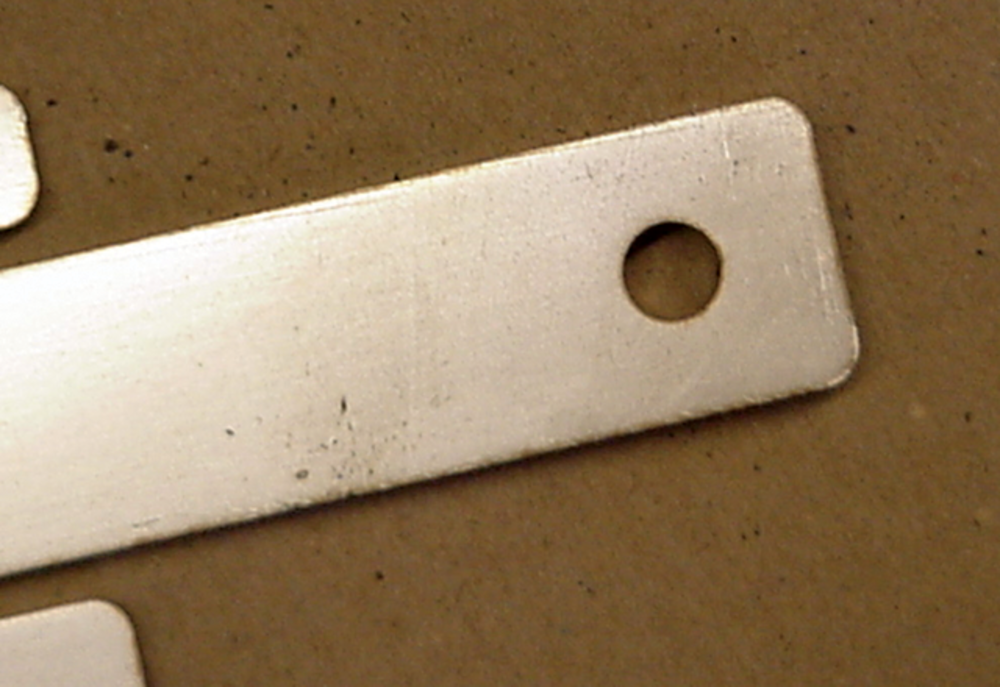
Bij een enkele snee volgt het hart van de straal de getekende lijn. 67.png
Nauwkeurigheid
De Trumpf laser garandeert een positioneernauwkeurigheid van ± 0.1 mm.
Omdat de bundel divergeert (zich verwijdt) wanneer die in het materiaal brandt, is de snijkant van een lasergesneden product niet exact haaks.
Afwerking
Lasergesneden producten worden standaard braamvrij afgeleverd.
- Houd er rekening mee dat lasergesneden producten scherpe kanten hebben.
- Wilt u de kanten gebroken hebben? Vermeld dit dan op de tekening. 68.png
Lasersnijden
- Denk bij het tekenen van de gaten eens verder dan de ronde vorm. Een zeskant gat, bijvoorbeeld, voorkomt het meedraaien van de blindklinkmoer. 69.png Voor de laser maakt de vorm van het gat weinig verschil. Zie hoofdstuk 11 voor meer informatie over afwijkende gaten.
- Het gebruik van zogenaamde Microjoint verbindingen (waarbij een product nog verbonden blijft aan het restmateriaal door een klein deel niet te snijden) levert de volgende voordelen op:
- De mogelijkheid om kleine onderdelen te fixeren.
- Voorkomen dat producten ‘doorvallen’.
- De mogelijkheid om lange smalle delen, die door de warmte-inbreng kunnen vervormen, op de tafel te fixeren.
- De mogelijkheid producten in één beweging van de tafel te lichten.
- Geef teksten die gegraveerd moeten worden in het tekenprogramma aan met geel. Fig. 610.png
- Teken sluitende contouren. De laser snijdt de open contouren namelijk vóór de gesloten contouren.
- De laser rondt scherpe hoeken automatisch af. Stel de programmeur van de laser op de hoogte als dit niet gewenst is. De grootte van de radius ligt, afhankelijk van materiaaldikte, contourtype, gassoort en materiaalsoort, tussen de 0.5 en 3 mm. Fig. 611.png
- De dikte van een tranenplaat bestaat uit de plaatdikte + de hoogte van de traan. Deze totale dikte wordt gebruikt voor het programmeren van tranenplaat. Teken het product ook met deze plaatdikte. De traan ligt tijdens het snijden naar beneden. Houd hier rekening mee tijdens het construeren.
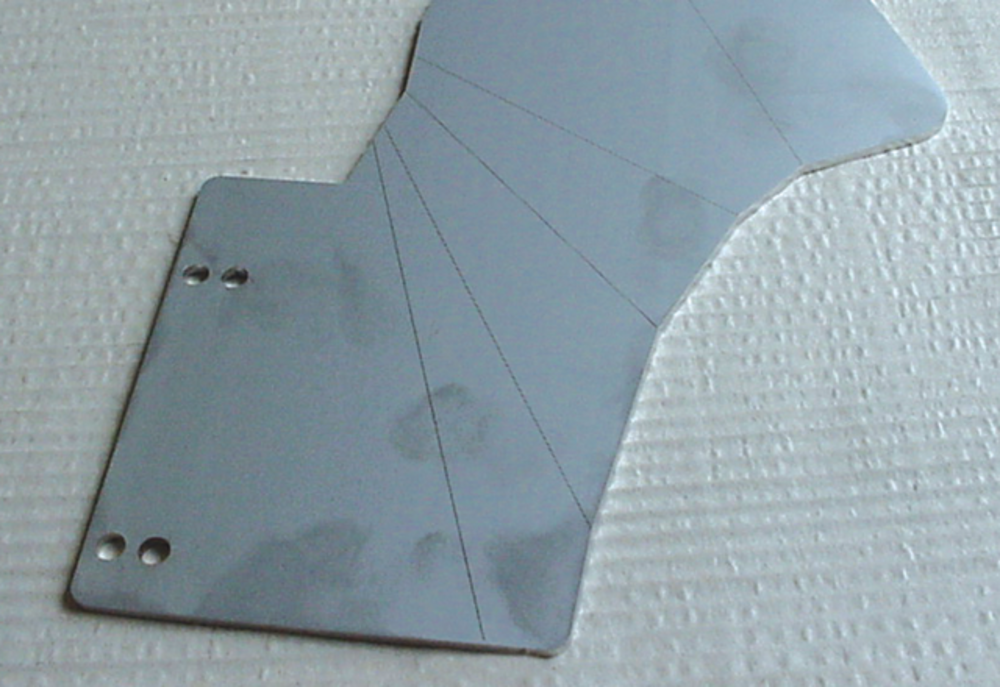
- Het graveren van plaatdelen kan vervolgbewerkingen vergemakkelijken. Denk aan het graveren van zetlijnen bij moeilijk te kanten producten. 612.png
- Vaak worden dezelfde producten voor meerdere toepassingen gebruikt. Neem bijvoorbeeld een schakelkast waar verschillende componenten in geplaatst worden. Afhankelijk van de componenten in de schakelkast heeft men een aantal openingen nodig. Kies dan voor handmatig uitdrukken van plaatdelen. De laser laat kleine bruggen staan waardoor de binnenkant van het gat in de plaat blijft zitten. Dit deel kan handmatig uitgedrukt worden. 613.png
- Bouw een ronde vorm op uit cirkelbogen in plaats van korte lijnsegmenten.
- Gebruik bij gezette producten de bovenkant van het lasergesneden oppervlak als aanzichtkant. Dit vanwege de mooiere snede aan de bovenkant en minder krasvorming vanwege het opleggen. Bij folie gebeurt dit automatisch omdat folie van bovenaf gesneden wordt.
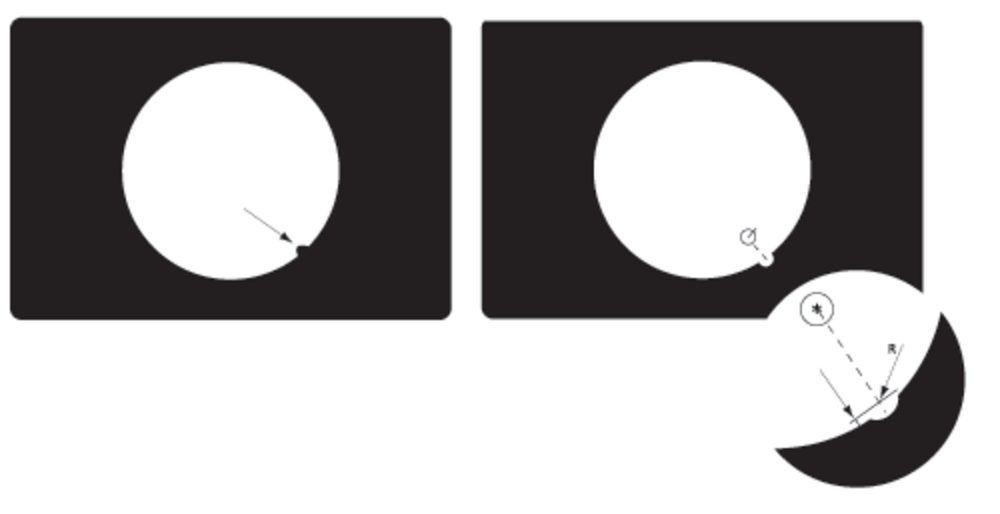
- Soms kan de aanloop bij een binnencontour hinderlijk zijn, bijvoorbeeld voor het doorschuiven van een pijp. Denk in dat geval eens aan een aanloopkuiltje. 614.png