Knowledge centre
5. Knippen
Sinds de introductie van het lasersnijden wordt er steeds minder geknipt en geponst. Toch wordt de knipschaar voor kleinere series (met name eenvoudige, vaak rechthoekige producten) nog regelmatig gebruikt. Een knipschaar is namelijk veel sneller te programmeren en in te stellen dan een lasersnijmachine. In dit handboek vindt u daarom ook enkele kniptips.
De bereikbare toleranties van het knippen zijn, mede vanwege de slijtage van het mes, afhankelijk van de plaatdikte. Onderstaande tabel bevat de toleranties per plaatdikte.
| Plaatdikte S (mm) | Toleranties ± (mm), kniplengte ≤ 1000 mm |
|---|---|
| 1 | 0.2 |
| 2 | 0.3 |
| 3 | 0.4 |
| 4 | 0.5 |
| 6 | 0.6 |
| 8 | 0.8 |
| Productiecapaciteit binnenshuis | |
|---|---|
| Maximale knipbreedte (mm) | 3100 |
| Maximale achteraanslag (mm) | 1000 |
| Minimale achteraanslag (mm) | 3 |
| Maximale materiaaldikte staal (mm) | 8 |
| Maximale materiaaldikte RVS (mm) | 6 |
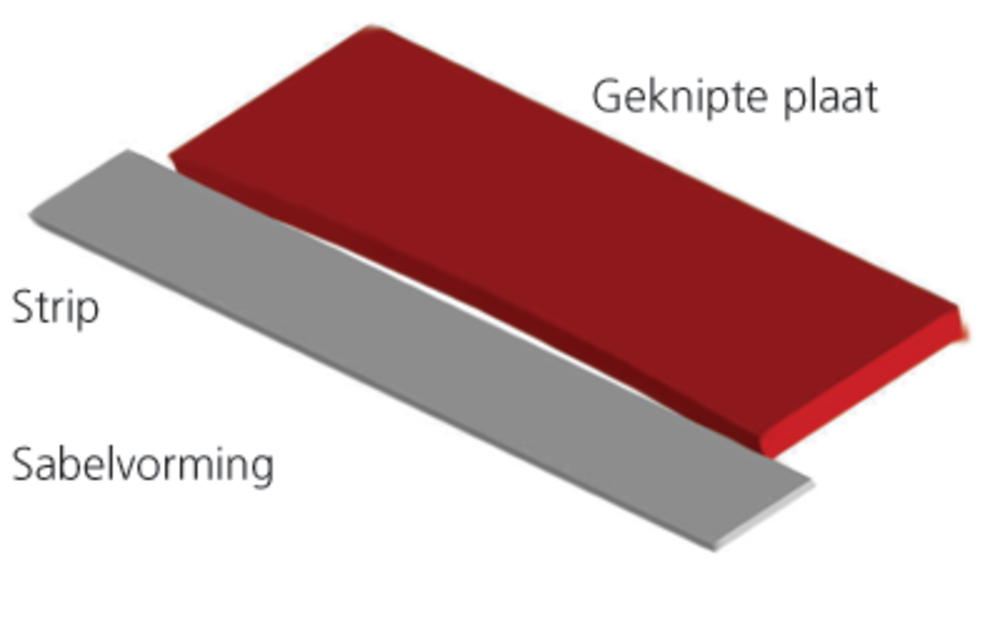
Smalle stroken kunnen bij het knippen flink vervormen. De mate van afwijking hangt af van de kniphoek en de strookbreedte. Hoe groter de kniphoek en hoe smaller de strook, des te groter de afwijking. Mogelijke afwijkingen zijn het torderen van de strip, kromming van de strip en sabelvorming. 51.png
Stalen tranenplaat en gaas worden niet geknipt. Dit in verband met beschadiging van het mes door ongelijkmatige belasting.
- Voorkom geperforeerde plaatdelen waar rondom ‘blinde’ zelfkanten aan zitten; deze zijn bijzonder arbeidsintensief.
Uithoeken
Voor het uithoeken van plaatwerk heeft Kepser de beschikking over een uithoekschaar (alleen hoeken van 90 graden).
Maximale plaatdiktes:
- Staal 5 mm
- RVS 3 mm