Kenniscentrum
6.a Lasersnijden profiel
Het principe van het lasersnijden is bij het profiel lasersnij proces gelijk aan de uitleg in hoofdstuk 6. Lasersnijden. Hierbij worden dezelfde gassen gebruikt.
De besturing gebeurt met behulp van een CNC besturing. Het proces wordt aangestuurd met een CAD-CAM koppeling, hiervoor gebruiken wij FX-Tube. Dit is een systeem voor buis- en profielbewerking wat er voor zorgt dat geïmporteerde solids of 2D CAD data omgezet worden in complexe programma’s. Tevens bevat dit systeem een 3D simulatie modus Fig. 6.a.2 voor onder andere interactieve storing detectie.
Enkele voordelen van het lasersnijden van buizen en profielen.
- Tijdsbesparing in het voor-traject. Constructeurs en engineers kunnen aan de basis van hun design al rekening houden met de vele mogelijkheden van buislasersnijden.
- Tijdsbesparing in het na-traject. Door het aanbrengen van positioneringsnokken is meten vrijwel overbodig op de lasafdeling. Ook zijn er geen lasmallen nodig.
- Zeer korte bewerkingstijd.
- Zeer nauwkeurig snijden tot op 0.1mm, dit is afhankelijk van de afmetingen van het product.
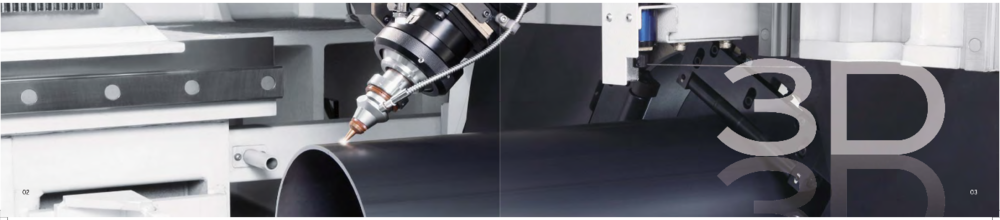
- 3D lasersnijden. Door de mogelijkheid om de snijkop onder 45 graden te zetten en vervolgens te roteren is het mogelijk om volledig 3D te kunnen snijden. Fig. 6.a.3
- Nauwelijks warmte beïnvloeding van het product. Er treedt minder vervorming op zoals bij zagen, boren, frezen en ponsen.
- Er is een naadloze aansluiting te creëren van bijvoorbeeld ronde op vierkante profielen.
- Ongekend hoge ontwerpvrijheid.
Algemene informatie.
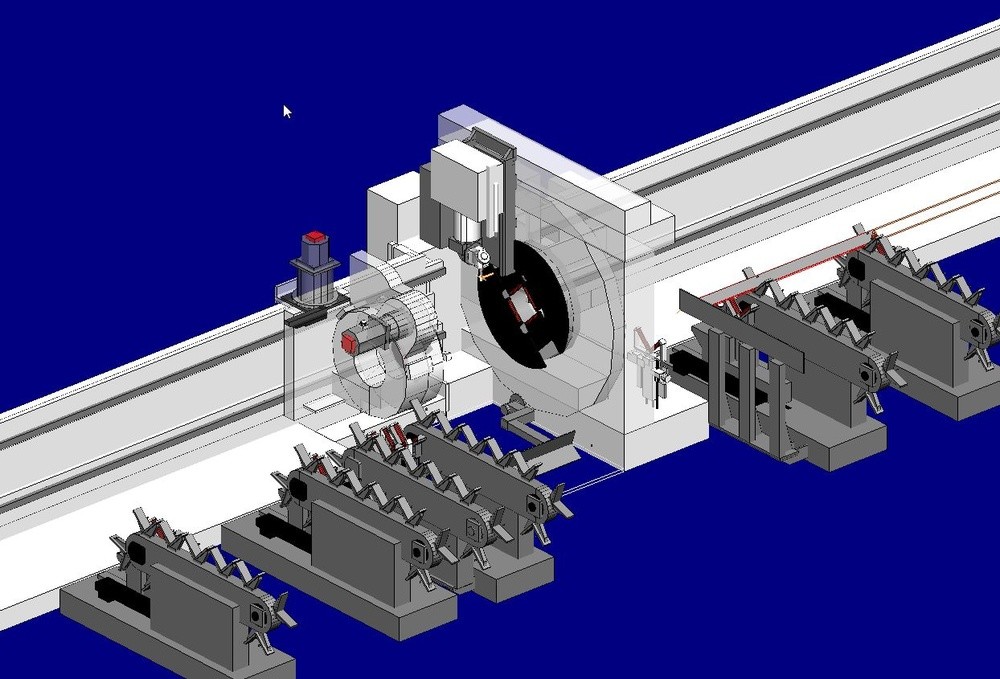
Een buislaser machine bestaat uit een kleminrichting, lasersnijkop en een aan- en afvoermagazijn. De kleminrichting zelf bestaat uit 4 delen; 3 losse chucks (waarvan de 2 buitenste met klauwplaat) en een vaste chuck. De losse chucks kunnen langs de X-as bewegen voor onder andere de aan- en afvoer van het product. Tevens kunnen deze roteren, dit noemt men de C-as.
Voor de lasersnijkop is dit een ander verhaal, hier hebben we te maken met de Z-as: laserkop omhoog en omlaag, de Y-as: haaks over het product bewegen, de A-as: voor roteren om de Z-as en de B-as: voor het roteren in de lengterichting van het product. (Fig 6.a.4)
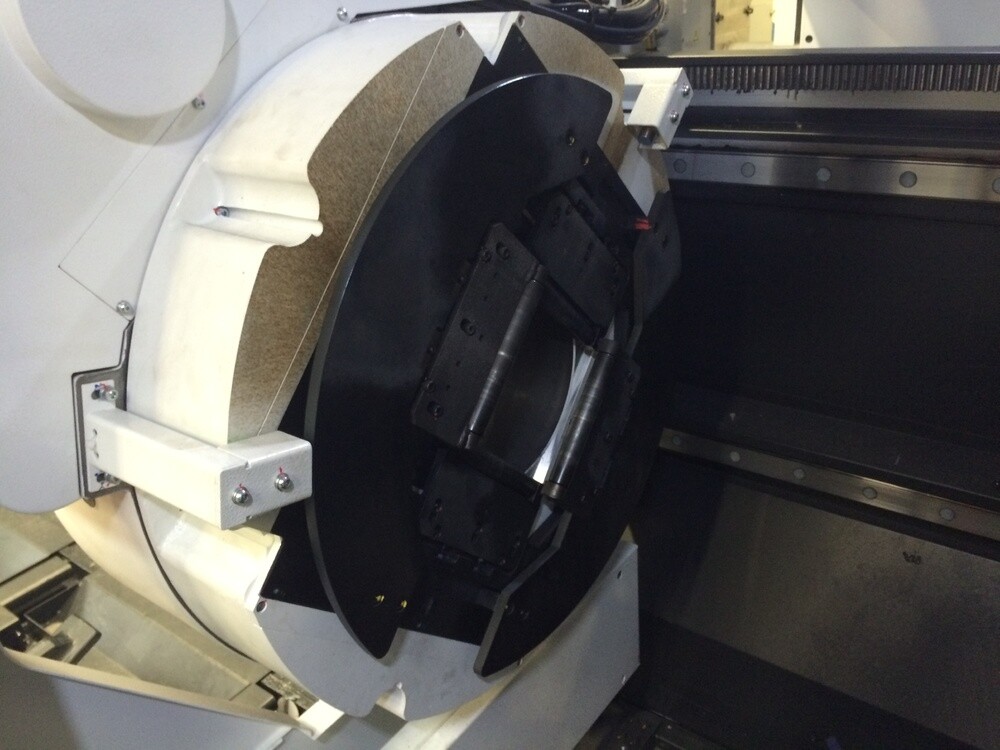
De Laserkop is het basispunt van de machine. Deze heeft de mogelijkheid om rond en langs bovengenoemde assen te bewegen om de meest uiteenlopende contouren aan te kunnen brengen. Om de buis te laten bewegen gebruiken we de kleminrichting. Fig. 6.a.5 De losse chucks met klauwplaat zijn te vergelijken met een vierklauw van een draaibank. Deze klemmen het te bewerken materiaal vast en kunnen tevens roteren. Bij de lasersnijkop is een ondersteuning geplaatst, dit noemt men de vaste chuck Fig. 6.a.6 en is voorzien van 4 rollen voor een soepele beweging van het product in de lengterichting. Deze ondersteuning zit zo dicht mogelijk bij de laserkop om zo geen last te hebben van mogelijke doorbuiging van het materiaal.
Als de losse chuck met klauwplaat volledig naar achteren geplaatst wordt kan er een nieuwe buis of profiel ingeklemd worden. Deze wordt door het magazijn reeds op de juiste positie gelegd zodat deze de kleminrichting goed kan vastpakken. Het materiaal wordt vervolgens door de vaste chuck heen tot aan de lasersnijkop geschoven. Na het tasten is de positie bepaald en kan er begonnen worden met snijden. Zodra het product klaar is zal deze afhankelijk van de lengte, in een bak vallen of door de losse chuck met ondersteuning in het magazijn voor gereed product gelegd worden.
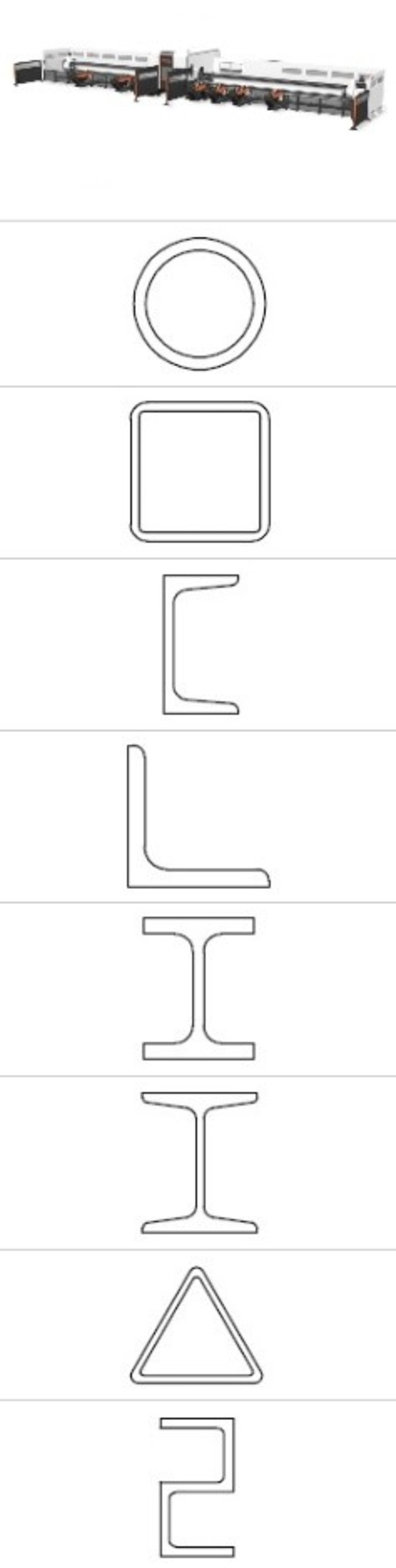
De volgende afmetingen en profielen kunnen wij bewerken.
- Maximale afmetingen ronde buis: Ø 220mm,
- Maximale afmetingen profiel: 200x100mm en 160x160mm (□ diagonaal van diameter 220).
- Maximale profiellengte: 8000mm.
- Maximale wanddikte: Staal 15mm / RVS 8mm / Aluminium 5mm.
- Maximaal gewicht product: 330Kg.
- Maximale productlengte is handelslengte -/-320mm. Dit is het inspanverlies.
- *foto bestaat niet* geeft een aantal te bewerken profielen weer. Ook exotische varianten zijn te bewerken echter moet de aangeleverde tekening dan exact overeen komen met het materiaal.
Aan te leveren gegevens.
Wij kunnen onder andere .DXF, .DWG, .STEP en .IGES files importeren. Het is zeer belangrijk dat de tekeningen volledig overeenkomen met het te snijden materiaal. Een voorbeeld is de in- en uitwendige radius van kokerprofiel of hoeklijn. De aangeleverde files zijn dan ook geheel bepalend voor het eindproduct. De klant is daarom zelf verantwoordelijk voor het aanleveren van correcte files. In sommige gevallen zijn wij bereid zelf een tekening te maken van het aangeleverde ontwerp en hiervoor een programma te schrijven. Het is dan wel van belang dat alle maten bekend zijn.
Tips:
- Snijden met stikstof duurt langer, maar voorkomt vorming van oxidehuid op de snijranden.
- Afhankelijk van de wanddikte van het materiaal is 3D snijden mogelijk. Wanneer het materiaal onder een hoek gesneden wordt is de totale weg om door het materiaal te gaan groter, hierdoor wordt de snijdtijd langer. Bij 2.5D snijden kan aardig wat tijd bespaard worden omdat er haaks op het materiaal gesneden wordt.
- Het is mogelijk om tekst te graveren, bijvoorbeeld het artikelnummer van een product. Ook komt het vaak voor dat er positioneringslijnen gezet worden. Hierdoor kan je tijd besparen op de lasafdeling, hier hoeft men namelijk niet of nauwelijks meer te meten.
- Bij het ontwerp van een machine, skid of frame is het wenselijk om materiaal met zoveel mogelijk dezelfde wanddikte te kiezen. Hierdoor is er tijd te besparen in het omstellen van de machine.
- De vuistregel is dat gaten en sparingen niet kleiner mogen zijn als de wanddikte van het materiaal. Mocht dit nu wel de wens zijn dan zou er gekozen kunnen worden voor het piercen van centergaten, dit bespaart tijd voor het opnieuw uitmeten bij het boren.
- De snijsnelheid bij grote contouren is vele malen hoger dan bij kleinere contouren, het kiezen van grotere contouren waar mogelijk scheelt snijtijd.
- Aan de aanvoerkant is de kleminrichting van de machine uitgerust met een afzuiging. Hierdoor wordt het grootste deel van het snijstof afgezogen. Vooral bij RVS willen deze hete deeltjes nog wel eens aan de binnenkant van het profiel vasthechten. Er zijn mogelijkheden om het materiaal voor te bewerken om dit te voorkomen, of het na bewerking te reinigen.
- Bij het snijden van aluminium zullen de snijkanten aan de binnenzijde vaak ruw zijn. In dit geval is er vaak een nabehandeling nodig.
- Bij open profielen zoals hoek- of C- profielen is het belangrijk dat de tekening de in- en uitwendige radius bevat, en dat deze ook overeenkomen met de werkelijkheid.
Om de beste kwaliteit te kunnen garanderen houden wij intern rekening met de punten welke onze klanten niet kunnen beïnvloeden. Kleine maatafwijkingen van profielen zijn normaal in het basismateriaal, hierdoor kunnen er kleine afwijkingen voorkomen. Maar om dit tot een minimum te beperken werken wij zoveel mogelijk met materiaal uit dezelfde batch.