8. Biegen
Die Umwandlung eines flachen Blechs in ein dreidimensionales Produkt erfolgt häufig durch Biegen. Biegen ist ein recht komplexes Verfahren, da viele Faktoren das Endergebnis beeinflussen: Materialart, Materialstärke, Walzrichtung, Wärmeeinflüsse, Werkzeugverschleiß, Nutbreite, Obermesser, Verkürzungswerte, Biegewinkel, Innenradien, Einfluss von Bohrungen usw. Dieses Kapitel behandelt die wichtigsten Aspekte des Biegens.
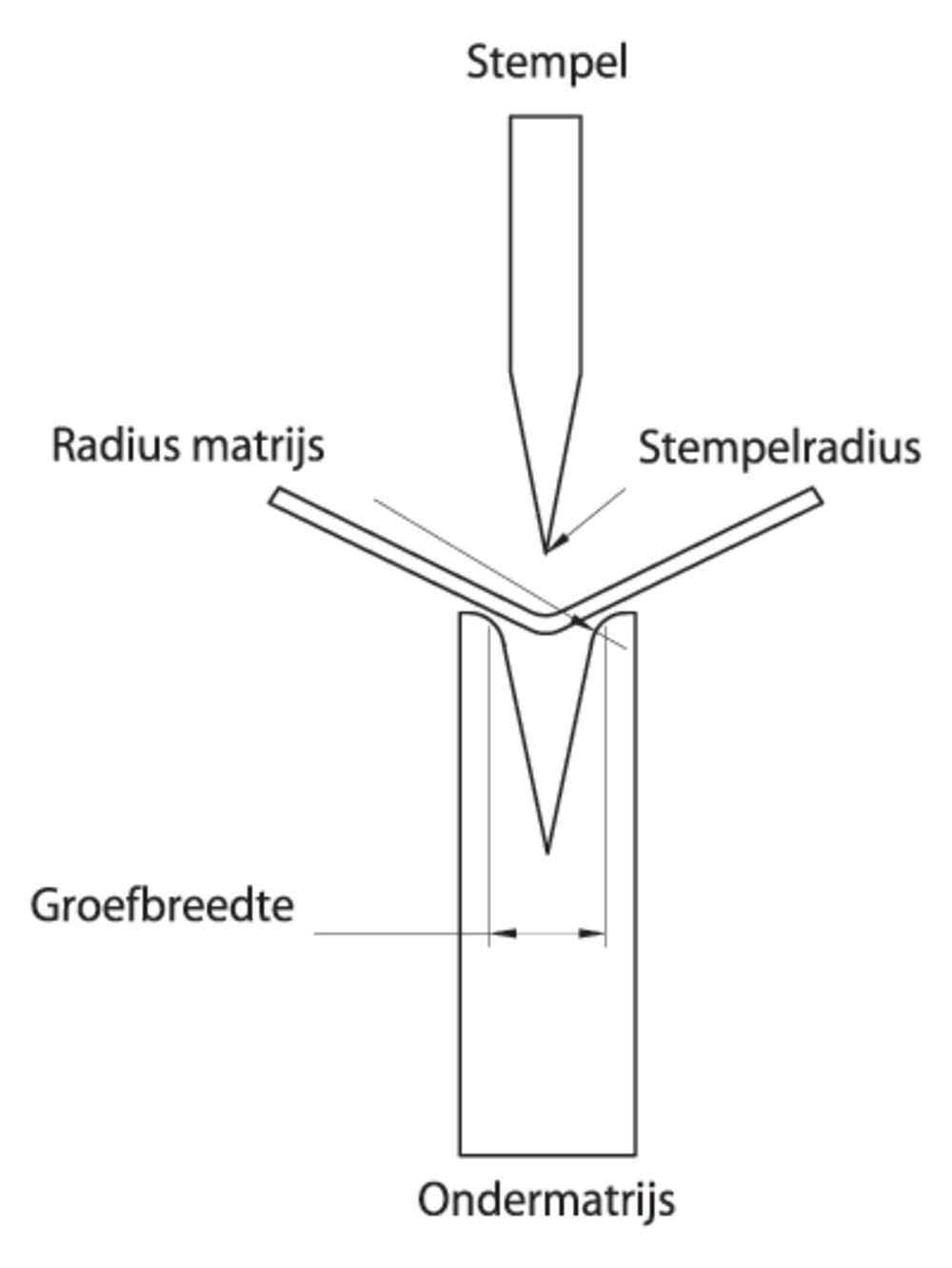
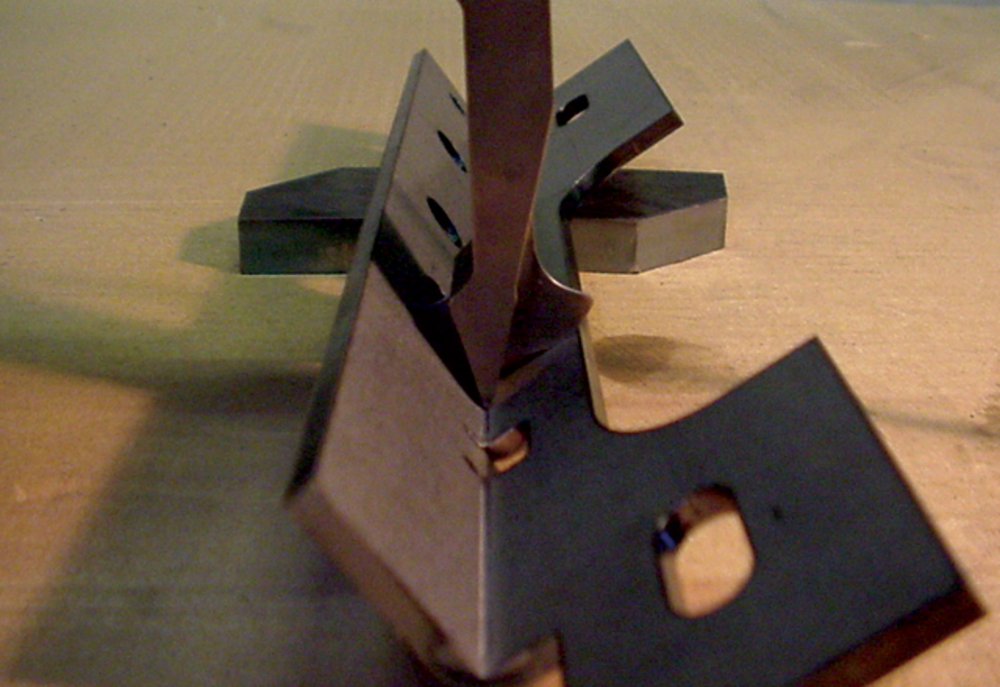
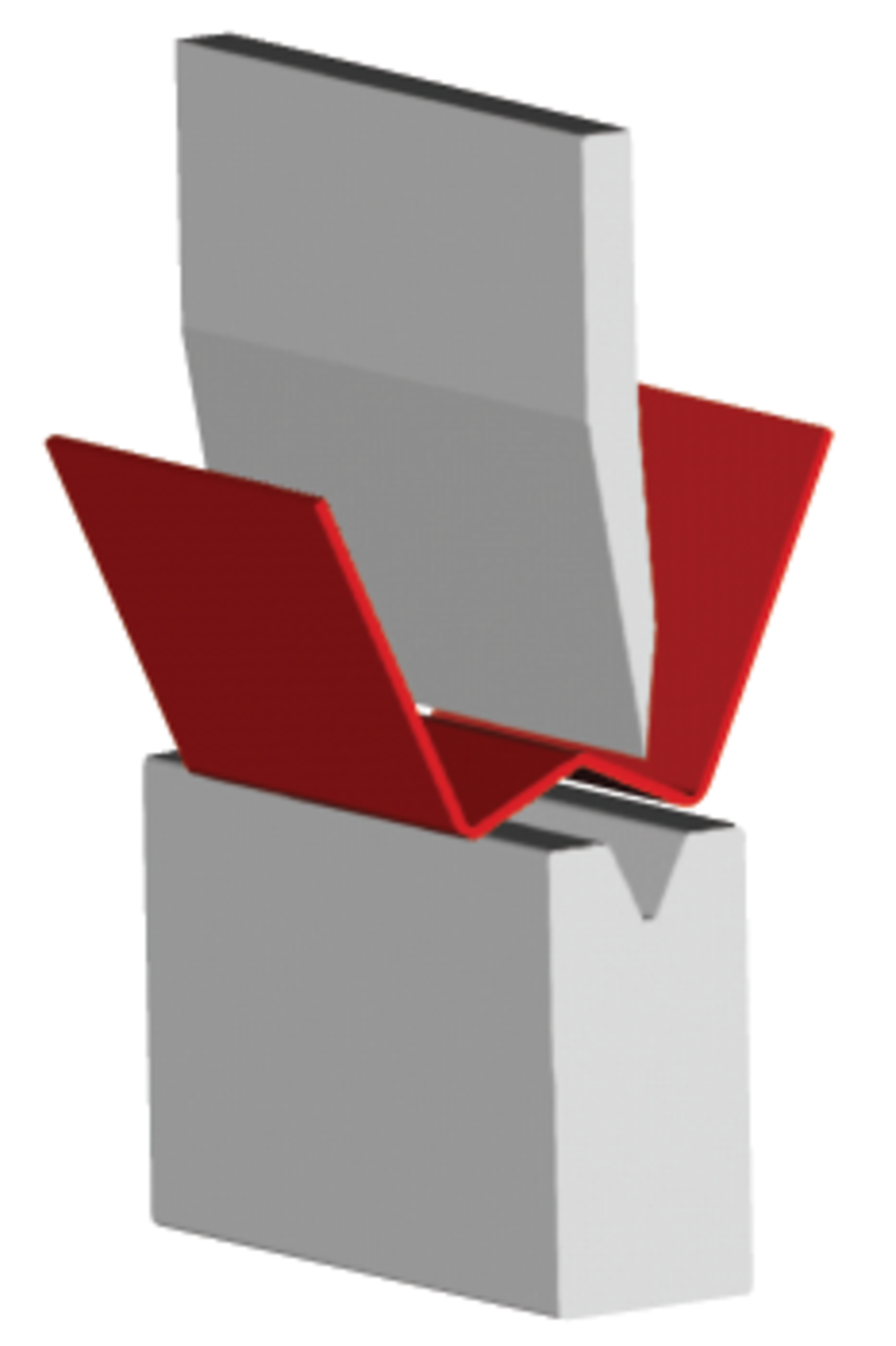
Freie Biegung
Kepser verwendet das sogenannte Luftbiegen 81.png, da dies die flexibelste Methode zum Biegen eines Winkels ist. Durch Absenken der oberen Matrize wird das zu biegende Blech in die untere Matrize gepresst. Der entstehende Winkel hängt nicht vom Werkzeug, sondern von der Einpresstiefe und der Blechdicke ab. Da sowohl die obere als auch die untere Matrize aus zwei Teilen bestehen, kann für jedes Produkt eine optimale Einstellung für das Biegen erstellt werden. Beim Biegen von Edelstahl wird ein Band verwendet, um Beschädigungen des Materials zu vermeiden. 82.png Kepser verfügt über vier Abkantpressen, die alle mit einer grafischen Anzeige des Biegevorgangs auf dem Bildschirm und einer Winkelsteuerung mittels des ACB-Systems ausgestattet sind (weitere Erläuterungen zum ACB-System folgen später in diesem Kapitel). Die Programme der Trumpf-Abkantpressen sind austauschbar, sofern die Produktabmessungen auf einer anderen Abkantpresse zulässig sind. Die maximale Länge des zu biegenden Produkts beträgt 4080 mm (Informationen zu den Abmessungen der einzelnen Abkantpressen folgen später in diesem Kapitel).
Verhältnis von Nutbreite zu Blechdicke
Beim Biegen ist das Verhältnis von Nutbreite zu Blechdicke sowie der entsprechende Innenradius des Produkts von Bedeutung. Üblicherweise wird das Verhältnis Nutbreite = 8 × Blechdicke verwendet. Es ist jedoch möglich, mit einer größeren oder kleineren Nut zu biegen. Ungewöhnliche Kombinationen müssen individuell geprüft werden.
Für den zugehörigen Radius gilt Folgendes:
- Standardnut (8 xs) Ri = 1,2 xs
- Nut kleiner Ri = s
- Größere Nut Ri = 1,5 xs
- Der Radius sollte in der Zeichnung nicht angegeben werden, wenn er nicht wichtig ist.
- Zeichnen Sie den Radius gemäß den Regeln auf der vorherigen Seite. Kepser verwendet hauptsächlich Universalwerkzeuge, daher müssen Sie mit einem festen Radius arbeiten. Bei Kepser wird der Radius angepasst, um präzise Blechzuschnitte für die Produktion zu gewährleisten.
- Wenn es auf höchste Genauigkeit ankommt, sollte der Radius exakt angegeben werden. Dieser kann dann mithilfe einer Rundwelle in ein Produkt eingestanzt werden. Hierfür ist häufig die Anfertigung eines speziellen Werkzeugs erforderlich.
Biegekraft
Die Biegekraft wird mit der folgenden Formel berechnet: F= C*Rm*B*S²/V.
F = Biegekraft.
C = Korrekturfaktor, Trumpf rechnet mit 1,33.
Rm = Zugfestigkeit.
B = Breite des Produkts.
S = Plattendicke.
V = Nutbreite.
Die maximale Biegekraft beträgt 400 kN/m Kantenlänge.
Winkelgenauigkeit
Bei der Einstellung kann eine Winkelgenauigkeit von ± 0,5 Grad gewährleistet werden.
Genauigkeit des ACB-Systems
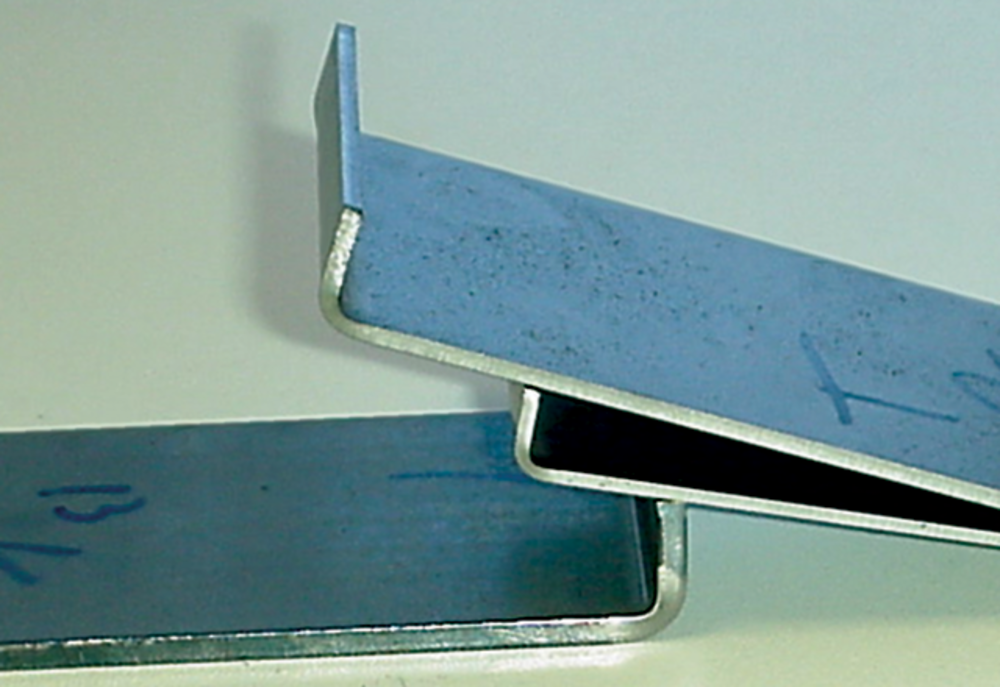
Nach dem Biegen eines Blechs in einen bestimmten Winkel federt es stets zurück. Um diese Rückfederung auszugleichen, wird das Blech etwas weiter als der gewünschte Winkel gebogen. Die genaue Rückfederung ist jedoch schwer abzuschätzen und kann selbst bei gleichem Material von Presse zu Presse variieren. Um dies zu verhindern, sind Kepser-Abkantpressen mit einem ACB-System (Automatically Controlled Bending) ausgestattet. 83.png Dieses System berechnet automatisch, wie weit das Blech gepresst werden muss, um den gewünschten Winkel zu erreichen. Nach der Winkeleinstellung wird das Obermesser leicht angehoben und die Rückfederung gemessen. 84.png Basierend auf dieser Messung wird das Obermesser erneut in den gewünschten Winkel gepresst, und das System korrigiert das Produkt automatisch auf den gewünschten Winkel. Das ACB-System garantiert eine Genauigkeit von 0,3 Grad.
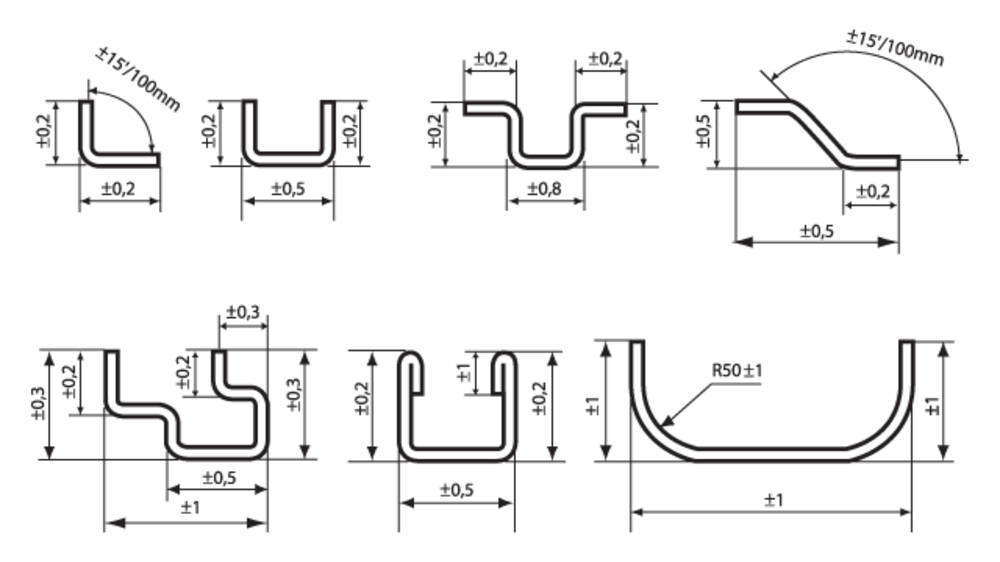
Beinlängengenauigkeit
Durch das Laserschneiden verursachte Längenabweichungen werden durch Biegen verstärkt. Bei Kepser bleiben die Abweichungen jedoch stets unter 0,2 mm pro Biegung. Abweichungen bei mehrfachen Biegungen sind in 85.png dargestellt.
Große Kerbe
Oft ist es notwendig oder wünschenswert, vor dem Biegen einen Teil des Blechs zu entfernen. Eine Verformung an der Ecke kann teilweise ausgeglichen werden, sofern das Loch anschließend noch ordnungsgemäß verschweißt werden kann. Denn beim Schweißen schrumpft das Material, wodurch sich die gebogenen Teile leicht zusammenziehen und eine bessere Rechtwinkligkeit als unmittelbar nach dem Biegen erzielt wird.
- Verwenden Sie in diesem Fall runde Löcher mit einem Durchmesser, der dem 1,5-Fachen der Plattendicke entspricht (unabhängig von Plattendicke und Materialart). 86.png
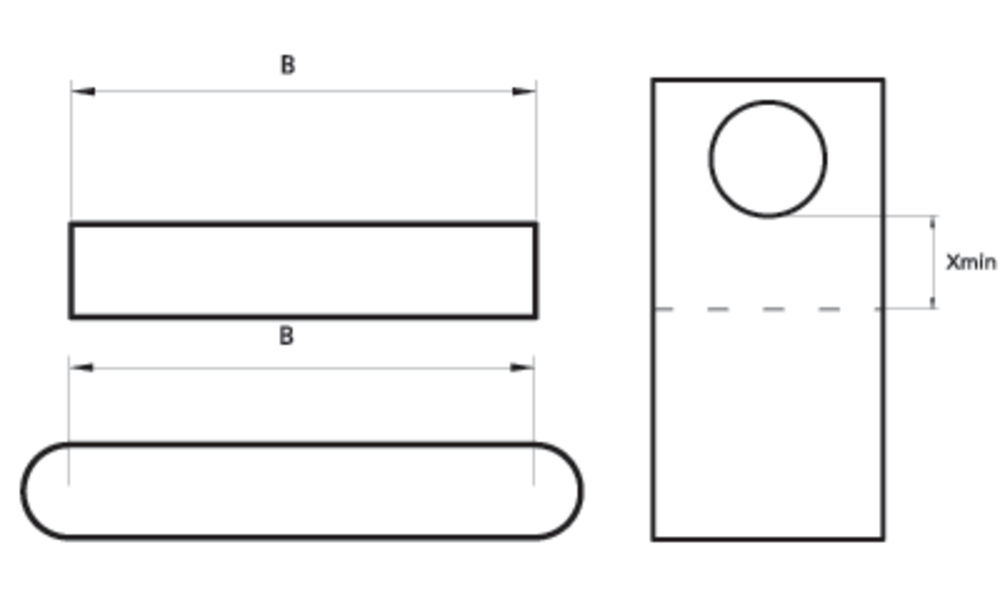
Mindestlochgröße - Biegelinie
Zur Bestimmung des Abstands zwischen Loch und Biegelinie werden für verschiedene Lochformen unterschiedliche Formeln verwendet. Man unterscheidet zwischen runden, quadratischen und Langlöchern. 87.png + 88.png
Xmin = minimaler Abstand zum Lochboden
s = Plattendicke
d = Lochdurchmesser
Ri = Innenradius
b = Lochbreite (Langlöcher und Vierkantlöcher)
Distanz Xmin
- Runde Löcher
Xmin = Ri + 2 xs - Quadratische Löcher
Xmin = Ri + 3,3 xs
b ≤ 25 - und Langlöcher
Xmin = Ri + 3,5 xs
25 < b < 50
Xmin = Ri + 4 xs
b ≥ 50
Bitte beachten Sie: Bei der Verwendung dieser Formeln ist es wichtig, den korrekten Radius zu verwenden!
- Standardnut (8 xs)
Ri = 1,2 xs - Nut kleiner
Ri = s - Groove größer
Ri = 1,5 xs
Kepser verwendet Nut 20 als ideale Nutbreite für 3 mm (24 ist nicht verfügbar).
| Bodenwerkzeuge | ||||
|---|---|---|---|---|
| Typ | Groovebr. | Standardplattendicke | Gesamtbr. | Seitennutradius |
| OZU-351 | 8 | 1 | 16 | 2,5 |
| OZU-352 | 12 | 1,5 | 20 | 3 |
| OZU-353 | 16 | 2 | 30 | 3,5 |
| OZU-363 | 20 | 3 | 35 | 4 |
| OZU-031 | 30 | 4 | 40 | 3 |
| OZU-032 | 40 | 5 + 6 | 50 | 4 |
| OZU-016 | 60 | 8 + 10 | 80 | 5 |
| OZU-081 | 10 gerade Rille, zerquetschen | 1 + 1,5 + 2 | 50 | |
- Die Formeln auf der vorherigen Seite dürfen nur dann strikt angewendet werden, wenn eine Verformung des Lochs absolut nicht zulässig ist.
- Ist eine gewisse Verformung zulässig, verwenden Sie die Formeln, um die kritischen Abmessungen zu ermitteln, und wählen Sie dann, wo möglich, etwas größere Abmessungen (um Schwankungen im Material zu berücksichtigen).
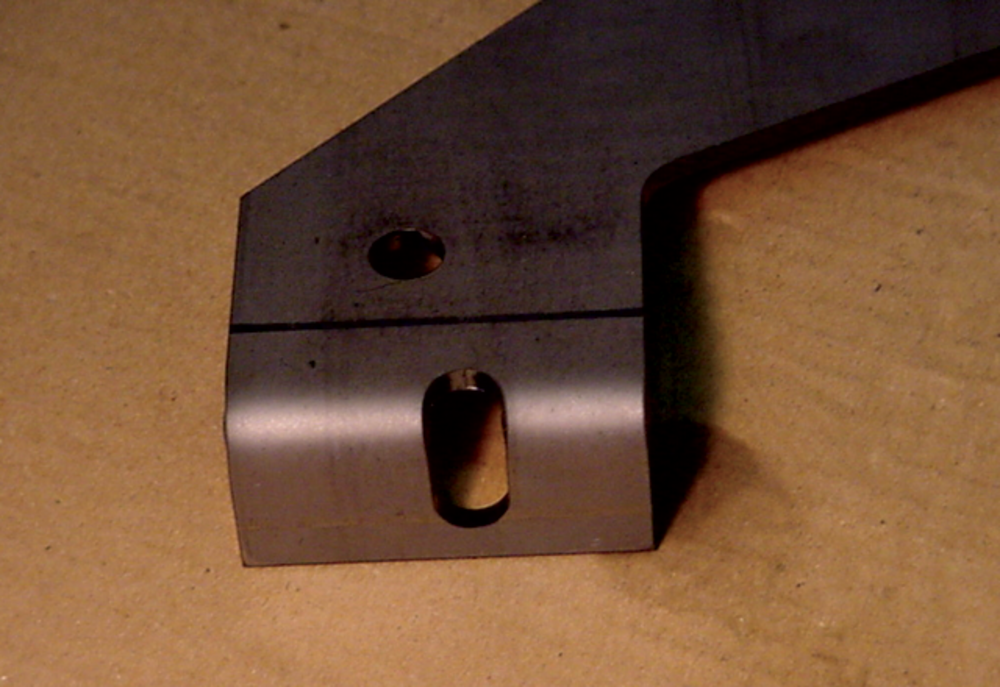
Manchmal müssen Löcher näher an der Biegelinie liegen, als die obigen Formeln zulassen. Ein Trick besteht darin, entlang der Biegelinie zu schneiden. 810.png Dieser Trick funktioniert nicht nur für Löcher, sondern auch für andere Formen, die sich in der Nähe der Ecke befinden. Zuvor müssen jedoch folgende Fragen geklärt werden:
- Kann das Loch verformt werden?
- Kann die durch den Einschnitt entstandene Öffnung nach dem Biegen offen bleiben?
Das Verschweißen der Dichtung erfordert zusätzliche Arbeitsschritte, was die Kosten erhöht und das Produkt potenziell verformen kann. Eine möglichst große Öffnung, vorzugsweise über die gesamte Biegezone, ist daher vorzuziehen.
Soll die Öffnung so klein wie möglich sein, beachten Sie folgende Regeln:
- Öffnungslänge = minimale Lochlänge.
- Die Öffnungsbreite entspricht mindestens der Länge der Verkürzung in der Innenecke (abhängig von der Plattenstärke und der Nut). Diese Verkürzung kann mit dem CAD-Programm berechnet werden.
Mindestbeinlänge
Die Mindestlänge des zu biegenden Schenkels (Einstellung des Hinteranschlags) hängt vom verwendeten Unterwerkzeug ab. 811.png Die folgende Tabelle bietet eine Übersicht über die Mindestschenkellänge für verschiedene Unterwerkzeugtypen.
Schmale Produkte lassen sich leichter biegen als breite. Breite Produkte können auf der Abkantpresse nicht immer perfekt gerade positioniert werden, was zu Ungenauigkeiten führen kann.
| Bodenwerkzeuge | ||
|---|---|---|
| Typ | Standardplattendicke | Mindestbeinlänge =½ * Nutbreite + Matrizenradius + 1 mm |
| OZU-351 | 1 | 6,5 |
| OZU-352 | 1,5 | 9 |
| OZU-353 | 2 | 11,5 |
| OZU-363 | 3 | 14 |
| OZU-031 | 4 | 18 |
| OZU-032 | 5 + 6 | 24 |
| OZU-016 | 8 + 10 | 35 |
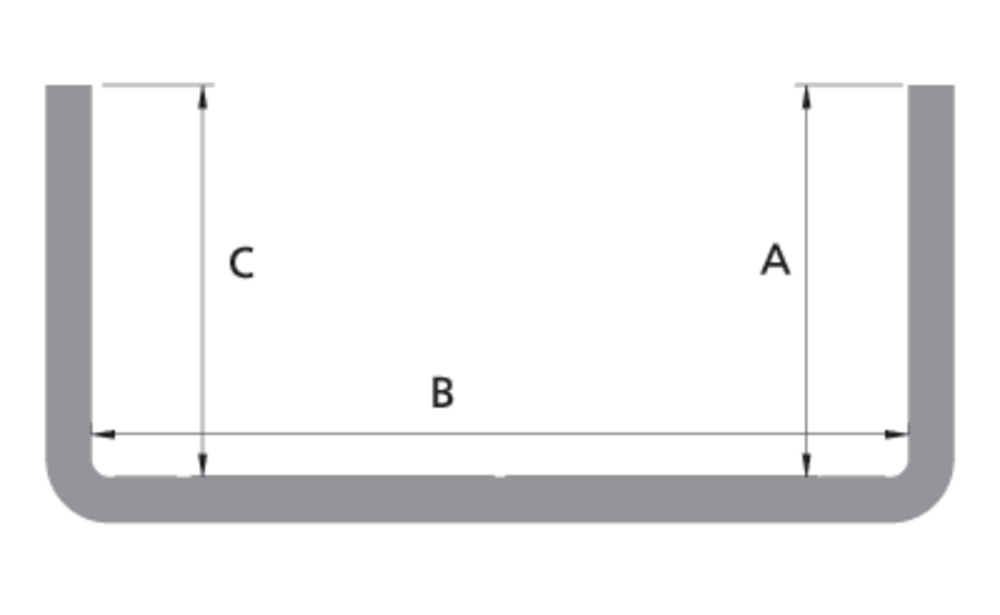
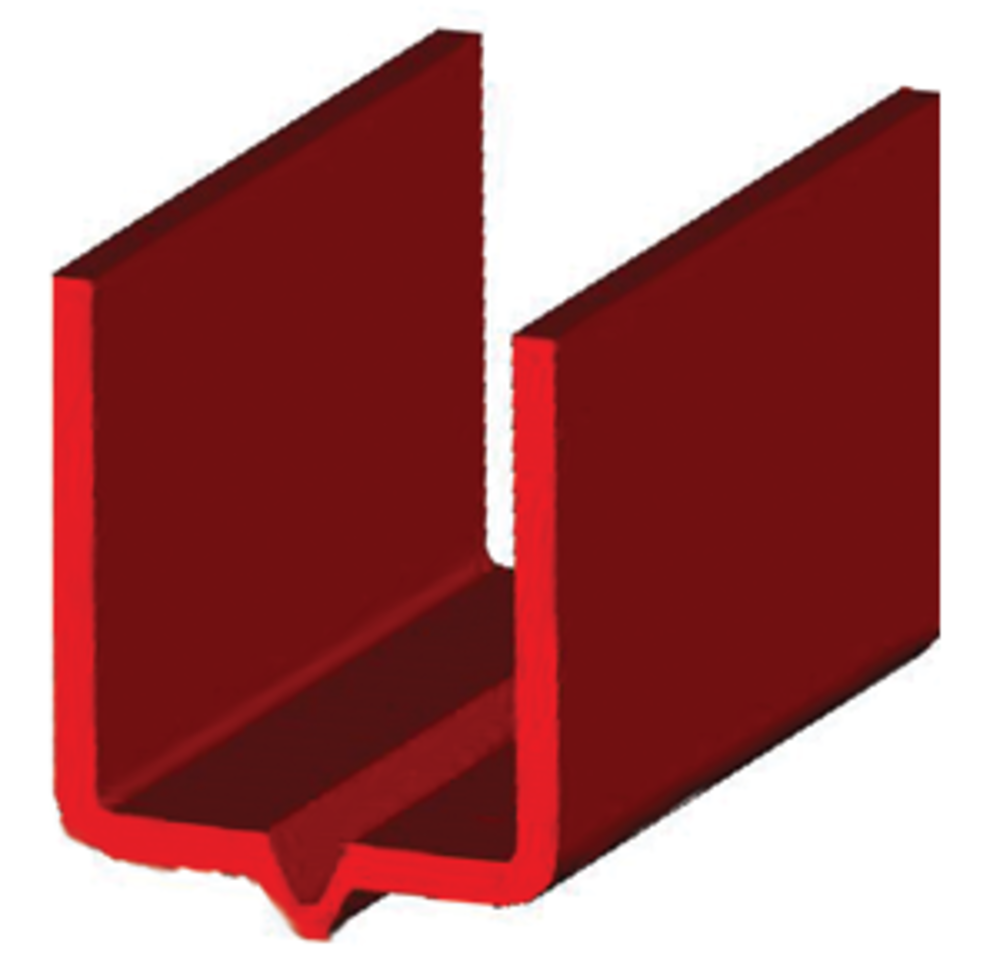
Platzieren Sie das U-Profil
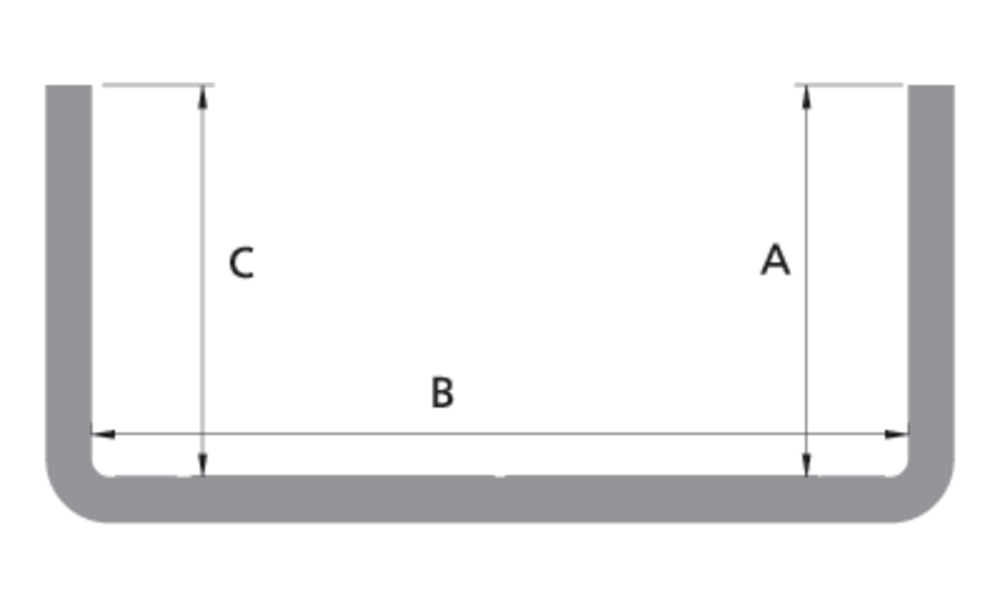
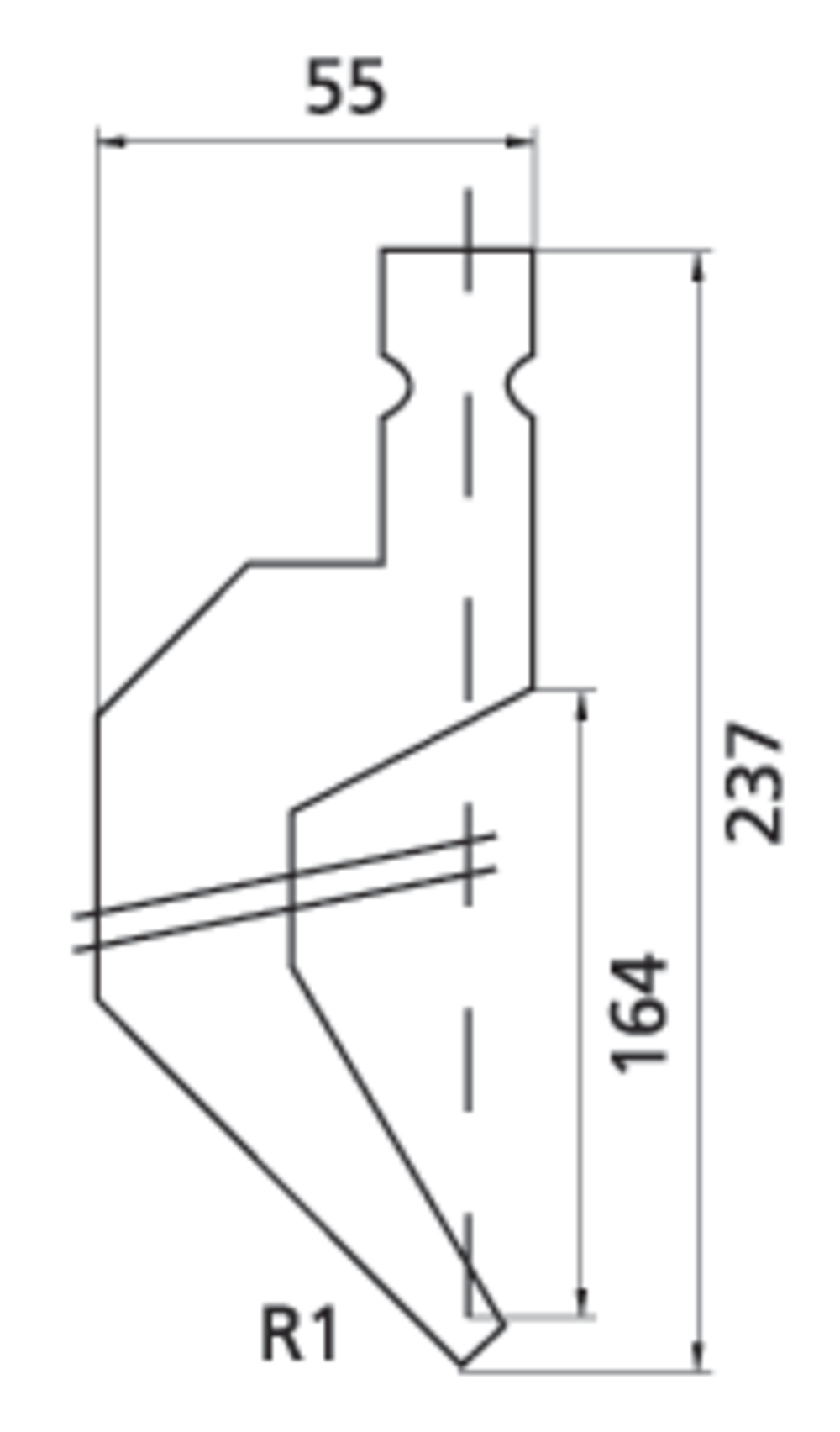
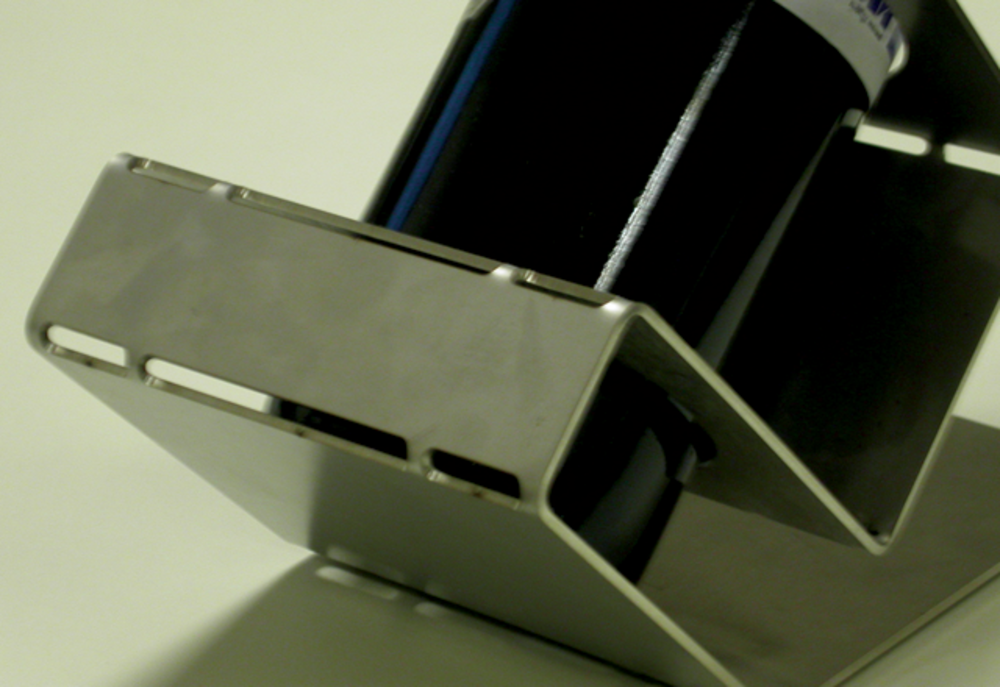
Bei der Auflistung der minimal biegbaren U-Profile werden die Innenmaße verwendet, 812.png sodass die Blechdicke keinen Einfluss auf die Tabelle hat. Zum Biegen der U-Profile wird das obere Biegeblatt BIU-033/2 verwendet. 813.png
Mindestabmessungen
Die Mindestgröße des zu biegenden U-Profils hängt von der Blechdicke in Kombination mit der entsprechenden Nutbreite (8 xs) und der Größe des oberen Blattes ab. Das minimale U-Profil wurde auf drei Arten bestimmt:
- Unter der Annahme einer minimalen B-Länge und der dazu entsprechenden maximalen A-Länge.
- Ausgehend von einer minimalen A-Länge, die gebogen werden kann, und der entsprechenden minimalen B-Länge, auf die das Produkt noch gebogen werden kann.
- Minimale U-Dimension A=C. Für die maximale U-Dimension ist C nicht wichtig.
| Plattendicke | Stand. Nut | Mindestlänge B | Mindestlänge A | |||
|---|---|---|---|---|---|---|
| B minus gegeben | Ein maximal berechneter Wert | Ein Minus berechnet | Ein Minuszeichen | B min berechnet | ||
| 1 | 8 | 6,5 | - | - | 6,5 | 10,5 |
| 1,5 | 12 | 9 | - | - | 9 | 10.8 |
| 2 | 16 | 11,5 | 11,5 | 11,5 | 11,5 | 11,5 |
| 3 | 20 | 14 | 22.4 | 14 | 14 | 12.6 |
| 4 | 30 | 18 | 40,6 | 18 | 18 | 15.3 |
| 5 | 40 | 24 | 56,5 | 24 | 24 | 20.8 |
| 6 | 40 | 24 | 56,5 | 24 | 24 | 20.8 |
Maximale Abmessungen
Die maximalen Abmessungen hängen von den Abmessungen des Sägeblatts und der Maschine ab. Durch Vergrößern der Länge B lässt sich die maximale Länge A bestimmen (siehe Tabelle auf dieser Seite; 815.png für Zwischenwerte können interpoliert werden). Bis zu einer Länge B von 130 hängt die U-Form vom Sägeblatt ab, darüber hinaus vom Oberträger. Die Tabelle basiert auf der Verwendung eines Oberblatts ohne Zwischenstück und ohne Spalt zwischen Sägeblatt und Spannbalken. Bei größeren U-Formen können die Möglichkeiten des Einsatzes von Zwischenstücken geprüft werden.
Die Tabelle geht von 2 Faltvorgängen aus, um ein Profil zu erzeugen, ohne die gefaltete Seite zu verformen.
| B | Ein Maximum |
|---|---|
| 25 | 57,5 |
| B | B+32,5 |
| 95 | 127,5 |
| 105 | 131.1 |
| 115 | 129.1 |
| 125 | 126,7 |
| 135 | 123,8 |
| 145 | 132.2 |
| 155 | 127,8 |
| 165 | 126,8 |
| 175 | 132,5 |
| 185 | 136,9 |
| 195 | 142,6 |
| 215 | 165,5 |
| 225 | 182,5 |
| B | B-42.5 |
| 770 | 727,5 |
- Mit Gegendruck sind nach Absprache auch kleinere Formen möglich. Bitte beachten Sie, dass dies zu leichten Verzerrungen führen kann. 816.png
- Alternativ können Sie das Produkt auch aus einem einzigen Stück fertigen, indem Sie zusätzliche Einstellungen vornehmen. Dadurch erhält das Produkt ein anderes Aussehen. 817.png
Eine kleine Schachtel biegen
Die Mindestgröße des zu biegenden Kastens hängt von der Mindestgröße des zu biegenden U-förmigen Teils und dem schmalsten verfügbaren Messer ab. Das schmalste Kepser-Schwanenhals-Obermesser hat einen Durchmesser von 20 mm.
- Um die optimale Kartongröße hinsichtlich Grundfläche und Höhe zu berechnen, verwenden Sie die kleinste Kartongröße: 25 x 25 mm. Dies erfordert eine Höhe von 57,5 mm (siehe Tabelle für die maximale U-Biegung).
- Um die Machbarkeit anderer Kastengrößen (größere Grundfläche) zu prüfen, suchen Sie in der Tabelle die entsprechende Höhe für die Biegung eines maximalen U nach.
Z-förmige Biegung
Die Mindestgröße der Z-Form hängt von den Abmessungen des Unterträgers und der Matrize ab. Das obere Messer hat keinen Einfluss. Die maximale Arbeitshöhe beträgt 1050 mm (Höhe inklusive Untermatrize). Die Grundflächen der V85 und V130 (Tabelle 8A) sind identisch; lediglich die maximale Produktlänge unterscheidet sich. Die V170 (Tabelle 8B) hat einen breiteren Unterträger, daher gelten für die minimale Z-Form andere Werte. Die Z-Form kann auf zwei Arten gebogen werden, je nachdem, wo die höchste Messgenauigkeit erforderlich ist. 818.png
V85 und V130 (Tabelle 8A)
| V85 | V130 | |
|---|---|---|
| Breite einstellen | 2050 | 3060 |
| Halstiefe | 410 | 410 |
| Abstand zwischen den Hälsen | 1750 | 2690 |
V170 (Tab 8B)
| V170 | |
|---|---|
| Breite einstellen | 4080 |
| Halstiefe | 410 |
| Abstand zwischen den Hälsen | 3680 |
V85 und V130
| Minimale Abmessung C in Bezug auf A (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|
| C | ||||||||
| Plattendicke | Stand. Nut | Min A | Min A≤A≤100 | 100≤A≤135 | 135≤A≤260 | 260≤A≤860 | B min | B (max) |
| 1 | 8 | 6,5 | 9,5 | 53 | 62,6 | 98 | 6,5 | : |
| 1,5 | 12 | 9 | 12,25 | 53 | 62,6 | 98 | 9 | : |
| 2 | 16 | 11,5 | 19 | 53 | 62,6 | 98 | 11,5 | : |
| 2,5 | 20 | 14 | 20,5 | 53 | 62,6 | 98 | 14 | : |
| 3 | 20 | 14 | 21.1 | 53 | 62,6 | 98 | 14 | : |
| 4 | 30 | 18 | 24,8 | 53 | 62,6 | 98 | 18 | : |
| 5 | 40 | 24 | 31 | 53 | 62,6 | 98 | 24 | : |
| 6 | 40 | 24 | 32.2 | 53 | 62,6 | 98 | 24 | : |
V170
| Minimale Abmessung C in Bezug auf A (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|
| C | ||||||||
| Plattendicke | Stand. Nut | Min A | Min A≤A≤100 | 100≤A≤135 | 135≤A≤260 | 260≤A≤860 | B min | B (max) |
| 1 | 8 | 6,5 | 9.2 | 82,5 | 100 | 119 | 6,5 | : |
| 1,5 | 12 | 9 | 11.8 | 82,5 | 100 | 119 | 9 | : |
| 2 | 16 | 11,5 | 18.6 | 82,5 | 100 | 119 | 11,5 | : |
| 2,5 | 20 | 14 | 20,5 | 82,5 | 100 | 119 | 14 | : |
| 3 | 20 | 14 | 21.1 | 82,5 | 100 | 119 | 14 | : |
| 4 | 30 | 18 | 24,8 | 82,5 | 100 | 119 | 18 | : |
| 5 | 40 | 24 | 31 | 82,5 | 100 | 119 | 24 | : |
| 6 | 40 | 24 | 32.2 | 82,5 | 100 | 119 | 24 | : |
Biegewiderstand
Die Länge X 819.png hängt von der Nutbreite ab, auf der sie platziert ist. Dies liegt an der Gesamtbreite des unteren Werkzeugs.
| Plattendicke | Stand. Nut | Min A | Gesamtbreite | Länge |
|---|---|---|---|---|
| 1 | 8 | 6,5 | 16 | 9.2 |
| 1,5 | 12 | 9 | 20 | 12,25 |
| 2 | 16 | 11,5 | 30 | 19 |
| 2,5 | 20 | 14 | 35 | 20,5 |
| 3 | 20 | 14 | 35 | 21.1 |
| 4 | 30 | 18 | 40 | 24,8 |
| 5 | 40 | 24 | 50 | 31 |
| 6 | 40 | 24 | 50 | 32.2 |
Zerquetschen
Um dünnes Blechmaterial an bestimmten Stellen zu verstärken oder scharfe Kanten zu vermeiden, kann es abgeflacht oder in der Mitte gefaltet werden. 820.png Dies geschieht in zwei Schritten. Zuerst wird der Flansch so weit wie möglich gebogen. Anschließend wird er abgeflacht. Nach dem Abflachen beträgt die Gesamthöhe das 2- bis 2,5-Fache der ursprünglichen Blechdicke. Die maximale Länge des Flansches ist unerheblich, da das Material in der Ecke gestaucht wird und sich dadurch der gesamte Flansch verformt. Die maximale Blechdicke, die abgeflacht werden kann, beträgt 3 mm, und die maximale Länge eines abzuflachenden Stücks beträgt 3 Meter.
Um zu machen
- Achten Sie darauf, dass die Biegelinie nicht die Kontur des anderen Schenkels überlappt. Dadurch wird die Dehnung im Biegebereich behindert, was zu Einrissen führen kann. Um dies zu vermeiden, schneiden Sie entlang der Außenkontur des zu biegenden Schenkels. 821.png Verwenden Sie 1,5 xs als Mindestschlitzbreite.
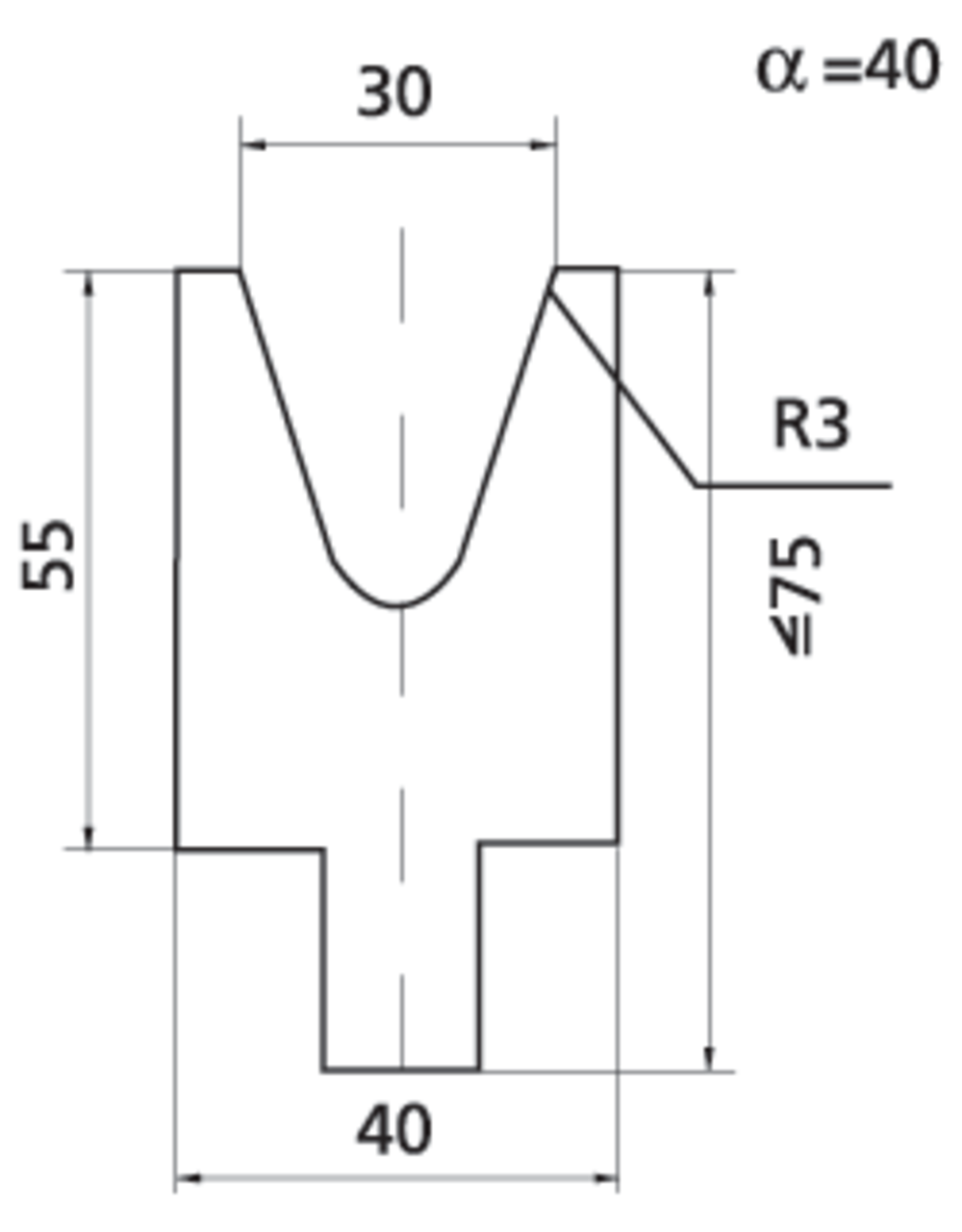
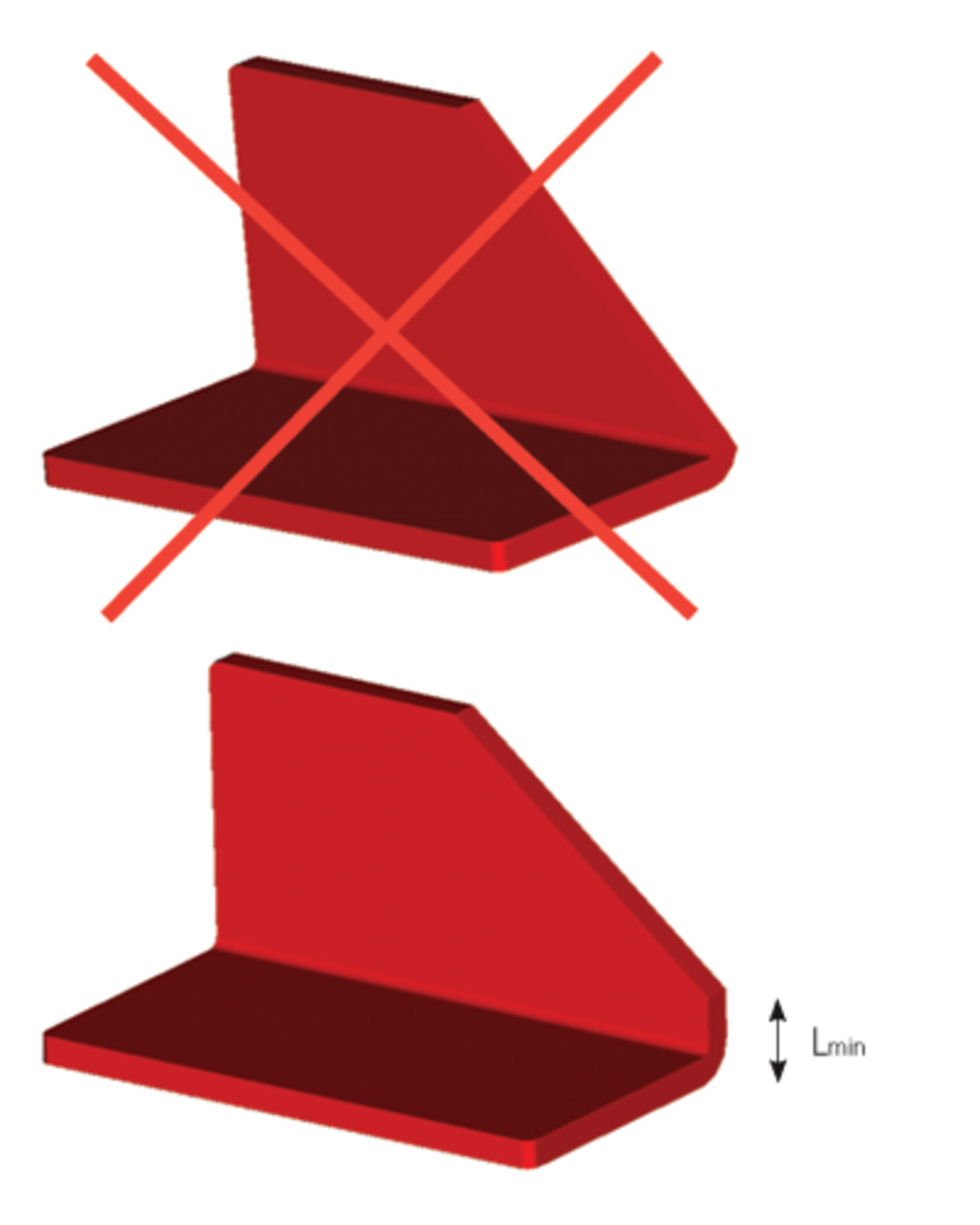
- Vermeiden Sie abgeschrägte Kanten an der Biegekante. Diese verformen sich beim Biegen. Die Mindesthöhe, ab der die abgeschrägte Kante beginnen darf, beträgt: ½ x Nutbreite + Plattenstärke = Lmin. 822.png
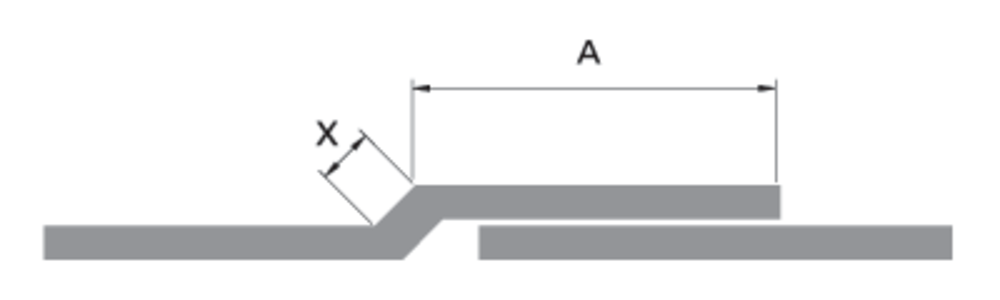
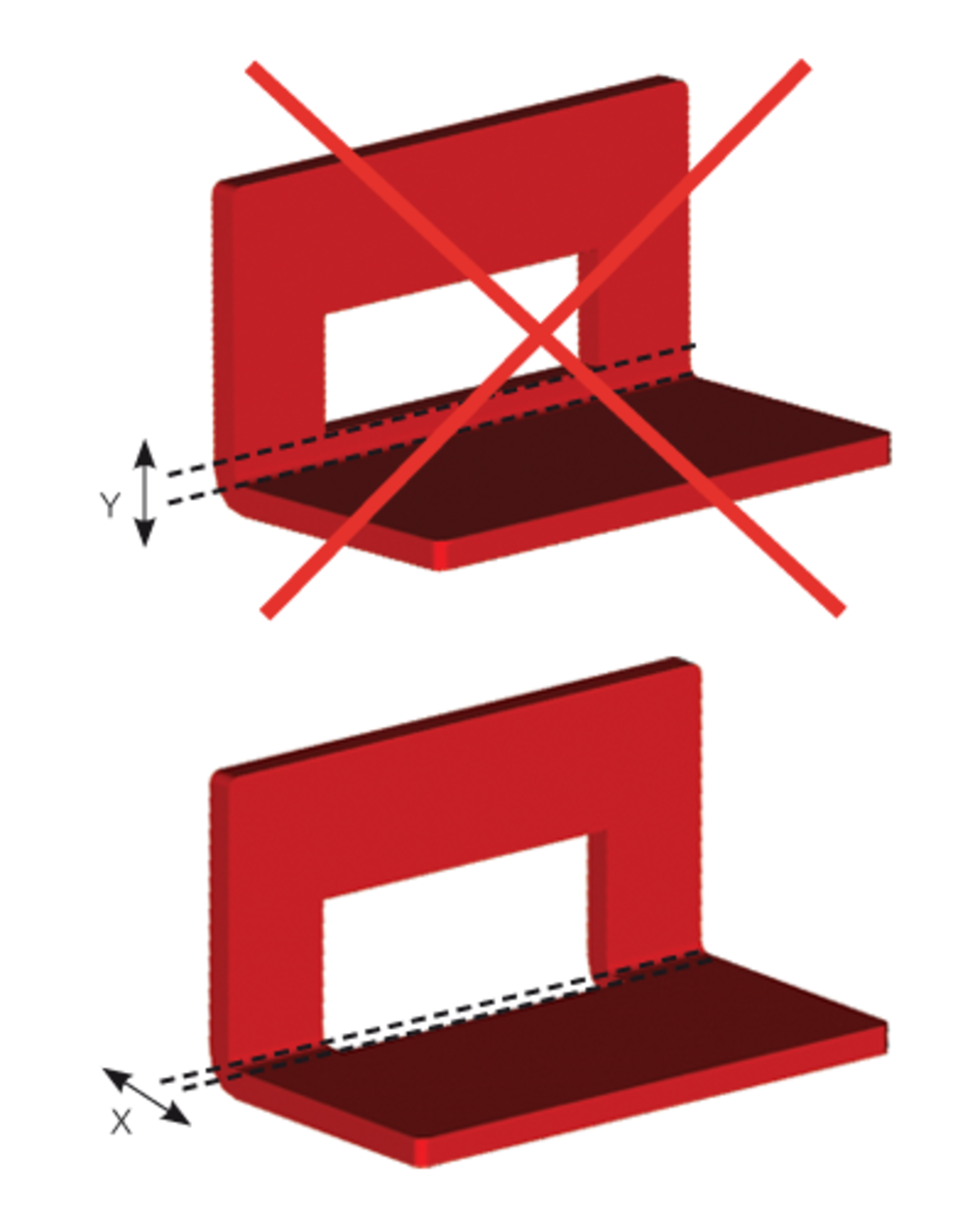
- Besser als ein verkürztes Beugebein Y ist es, die andere Seite des Beins um den Betrag X zu verkürzen. Der Betrag von X muss mindestens 0,5 xs betragen. Es ist auch möglich, das verkürzte Beugebein auf der Beugelinie zu platzieren; in diesem Fall muss jedoch ein Schnitt am Übergangspunkt vorgenommen werden. 823.png
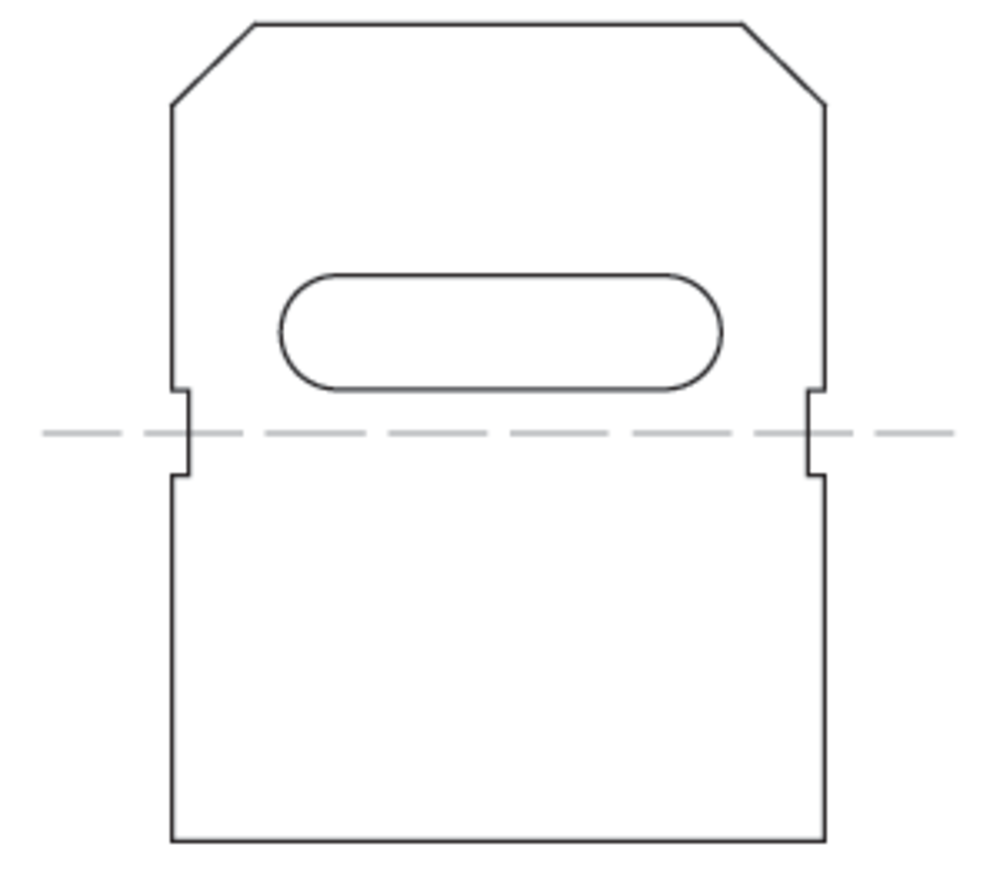
- Um die Bildung eines Sattels durch das Biegen zu verhindern, sollte an der Biegelinie eine Aussparung angebracht werden. 824.png
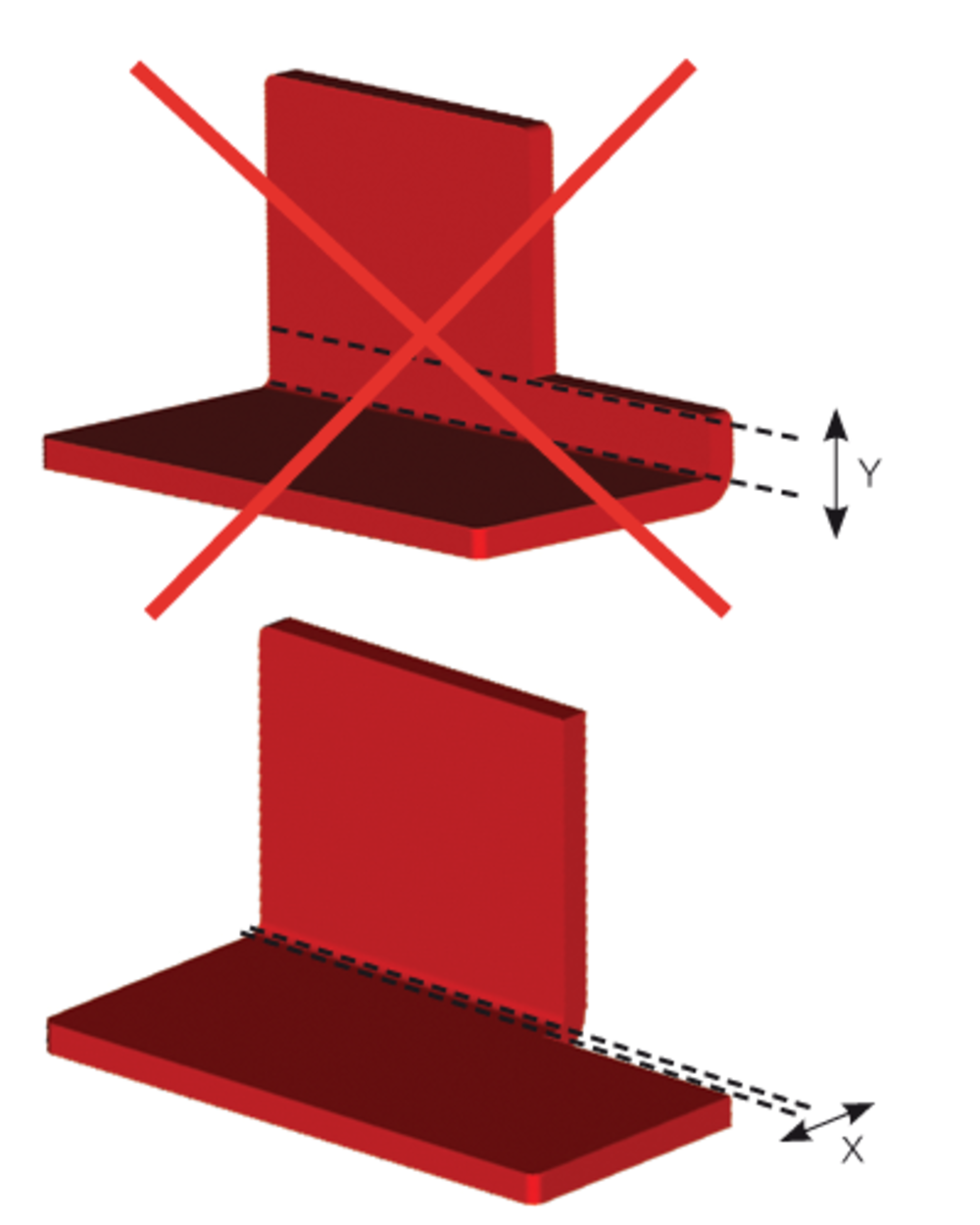
- Besser als ein kurzer Y-förmiger Schenkel ist es, die Aussparung um die Biegekante herumzuführen und den anderen Schenkel um die Größe X zu verkürzen. Die Größe von X muss mindestens 0,5 xs betragen. 825.png und 826.png
- Durch die Anordnung zweier Werkzeugsätze nebeneinander auf einer Abkantpresse, wobei ein Satz in der üblichen Position eingespannt und der andere Satz umgekehrt angeordnet ist (Stempel unten und Matrize oben), können mehrere Biegungen durchgeführt werden, ohne das Produkt drehen zu müssen.
- Bei einem langen Produkt mit kurzem Ende ist das Biegen, Schneiden und Schweißen dieser Seite dem Biegen vorzuziehen.
- Lässt sich ein bestimmtes Produkt nicht auf einer Abkantpresse herstellen, besteht eine Möglichkeit darin, es manuell zu biegen. In diesem Fall sollten kleine Kerben entlang der Biegelinie angebracht werden, um den Biegepunkt zu sichern und die zum Biegen benötigte Kraft zu reduzieren. 827.png
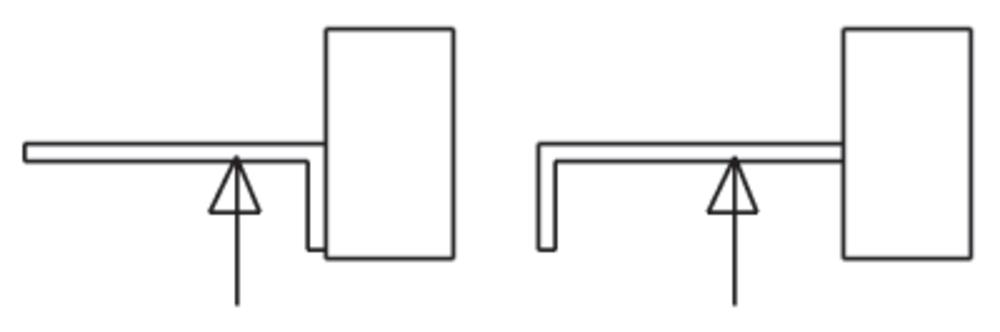
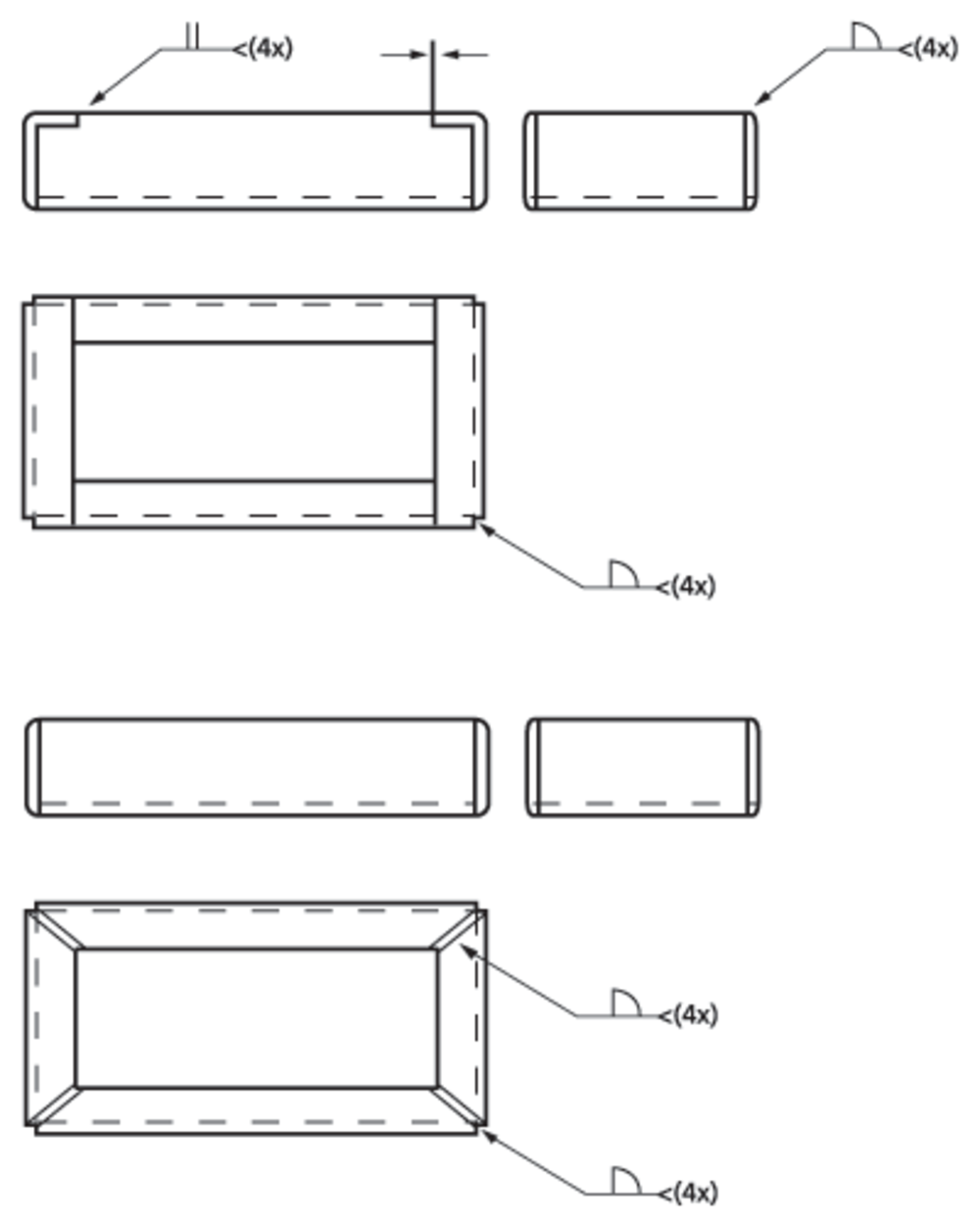
- Von den hier gezeigten Formen ist die obere am günstigsten (schmale Schweißnähte und einfache Konstruktion). Durch Anpassen zuerst der kurzen und dann der langen Seite kann man mit einer einzigen Klingenlänge arbeiten und das Produkt unter Berücksichtigung der Rückfederung durchpressen. 828.png und 829.png
Biegeverluste
Die Biegeverluste hängen von vielen Faktoren ab: Materialart, Materialstärke, Walzrichtung, thermische Einflüsse, Werkzeugverschleiß, Nutbreite, Obermesser, Biegewinkel, Innenradius usw. Kepser berechnet Blechzuschnitte und die zugehörigen Biegeverluste mithilfe der 3D-CAD-Software. Die folgende Tabelle zeigt die Biegeverluste für die gängigsten Materialarten, basierend auf der Standardnut mit einem Winkel von 90 Grad. Weitere Biegeverluste sind auf Anfrage erhältlich.
| Biegeverluste 90 Grad | |||
|---|---|---|---|
| Plattendicke (mm) | Nut (mm) | S235 JR | Edelstahl 304 |
| 1 | 8 | -2,08 | -2,34 |
| 1,5 | 12 | -2,87 | -3,33 |
| 2 | 16 | -4,17 | -4,34 |
| 2,5 | 20 | -4,97 | -5,27 |
| 3 | 20 | -5,48 | -6,02 |
| 4 | 30 | -7,18 | -8,13 |
| 5 | 40 | -9,31 | -10,57 |
| 6 | 40 | -10,71 | -11,60 |
| 8 | 60 | -14,58 | - |
| 10 | 60 | -17,46 | - |