7. Bohren
Klopfen
Die folgende Tabelle listet die Bohrdurchmesser für die verschiedenen Gewindearten auf. Diese Tabelle basiert auf den verwendeten Standardformen.
| Metrisches Gewinde | Gasgewinde | |||
|---|---|---|---|---|
| Mindestplattendicke | Bohrdurchmesser (mm) | Bohrdurchmesser (mm) | ||
| M2 | 0,8 | 1.6 | G 1/8 | 8,7 |
| M2.3 | 0,8 | 1.9 | G 1/4 | 11,75 |
| M2.6 | 0,9 | 2.15 | G 3/8 | 15,25 |
| M3 | 1.0 | 2,5 | G 1/2 | 19 |
| M4 | 1.4 | 3.3 | G 5/8 | 21 |
| M5 | 1.6 | 4.2 | G 3/4 | 24,5 |
| M6 | 2.0 | 5 | G 7/8 | 28,25 |
| M7 | 2.0 | 6 | G 1 | 30,5 |
| M8 | 2.4 | 6.8 | G 1 1/8 | 35,5 |
| M9 | 2.4 | 7,8 | G 1 1/4 | 39,5 |
| M10 | 3.0 | 8,5 | G 1 3/8 | 41,5 |
| M12 | 3.0 | 10,5 | G 1 1/2 | 45 |
| M14 | 4.0 | 12 | G 1 5/8 | 48,5 |
| M16 | 4.0 | 14 | G 1 3/4 | 51 |
| M18 | 5.0 | 15,5 | G 2 | 57 |
| M20 | 5.0 | 17,5 | ||
| M22 | 5.0 | 19,5 | ||
| M24 | 6.0 | 21 | ||
Für Metrik-Threads gelten folgende Regeln:
- Bohrdurchmesser = Gewindeart - Steigung.
- Die Mindestplattendicke für das Gewindeschneiden beträgt das Doppelte der Steigung.
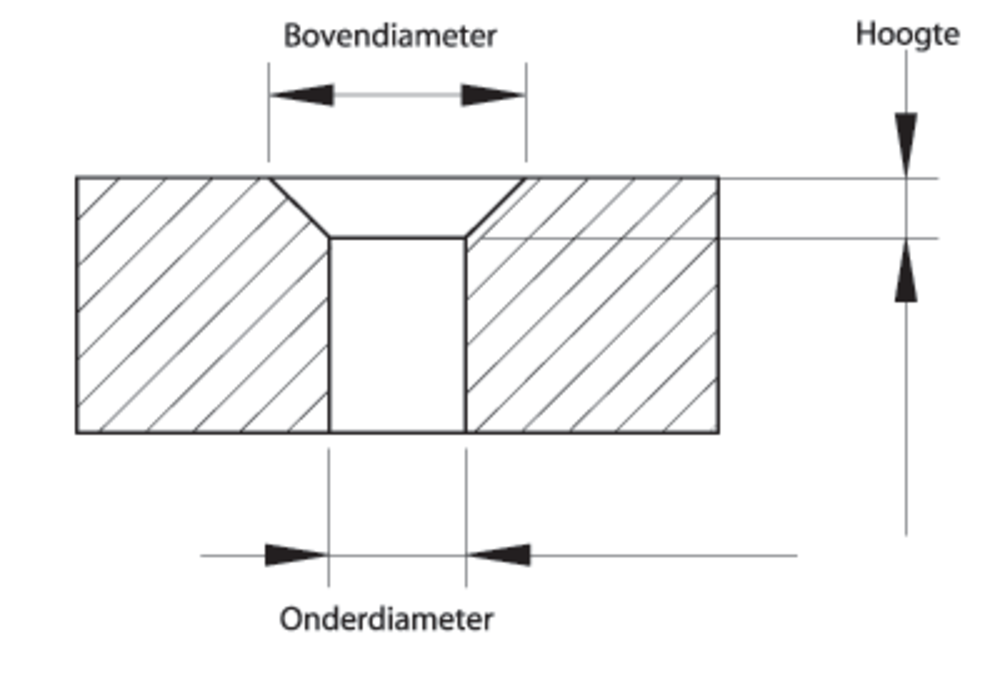
Verzinken
| Schraubengewinde | Abmessungen | ||||
|---|---|---|---|---|---|
| Kopf (90-Grad-Winkel) | |||||
| Sägeschnitt | Hexagon | ||||
| Bodendurchmesser | Oberer Durchmesser | Höhe | Oberer Durchmesser | Höhe | |
| M3 | 3.3 | 6.3 | 1,5 | 6,72 | 1,71 |
| M4 | 4.4 | 9.4 | 2,5 | 8,96 | 2.28 |
| M5 | 5,5 | 10.4 | 2,5 | 11.2 | 2,85 |
| M6 | 6.6 | 12.6 | 3.0 | 13.44 | 3.42 |
| M8 | 8,5 | 17.3 | 4.4 | 17,92 | 4,69 |
| M10 | 10.6 | 20.0 | 4.7 | 22.4 | 5,89 |
| M12 | 13,5 | 26,88 | 6,69 | ||
| M16 | 17,5 | 33,6 | 8/05 | ||
| M20 | 22.0 | 40,32 | 9.16 | ||
Strömungsbohren und Gewindeschneiden
Wenn die Wandstärke eines rechteckigen Rohres für das Anbohren nicht ausreicht, wird das Strömungsbohren und Anbohren angewendet.
Das Fließbohren besteht aus zwei Arbeitsgängen: dem Bohren eines Lochs in das Blech und der gleichzeitigen Herstellung einer Buchse. 71.png Die Buchse ermöglicht das Schneiden eines Gewindes mit einer Länge, die um ein Vielfaches größer ist als die Blechdicke. Diese Arbeitsgänge werden mit einer Hochgeschwindigkeitsbohrmaschine und einem Spezialgewindebohrer durchgeführt.
| Schraubengewinde | Wandstärke | |
|---|---|---|
| Minimum | Maximal | |
| M5 | 1,5 | 1,75 |
| M6 | 1,5 | 4.0 |
| M8 | 1,5 | 4.0 |
| M10 | 2.0 | 4.0 |
| M12 | 2,5 | 4.0 |
| M16 | 2,5 | 4.0 |
Bewerbungsvoraussetzungen
- Lochabstand: 2,5 x Lochdurchmesser.
- Abstand Loch zu Plattenrand: 0,5 x Lochdurchmesser + 5 mm.
- Abstand Bohrung bis Rand der Fassung: Wandstärke + 5 mm + 0,5 x Bohrungsdurchmesser + Fassungsradius.
- Abstand Loch zu Schweißnahtmitte: 0,5 x Lochdurchmesser + 9 mm.
Die Bohrungen im Rohr oder Hohlprofil dürfen nicht mittig angeordnet werden. Die beim Bearbeiten auftretende Kraft würde das Profil verformen. Aufgrund der Buchsenbildung ist das Fließbohren für die Bearbeitung von Flachblechen ungeeignet.
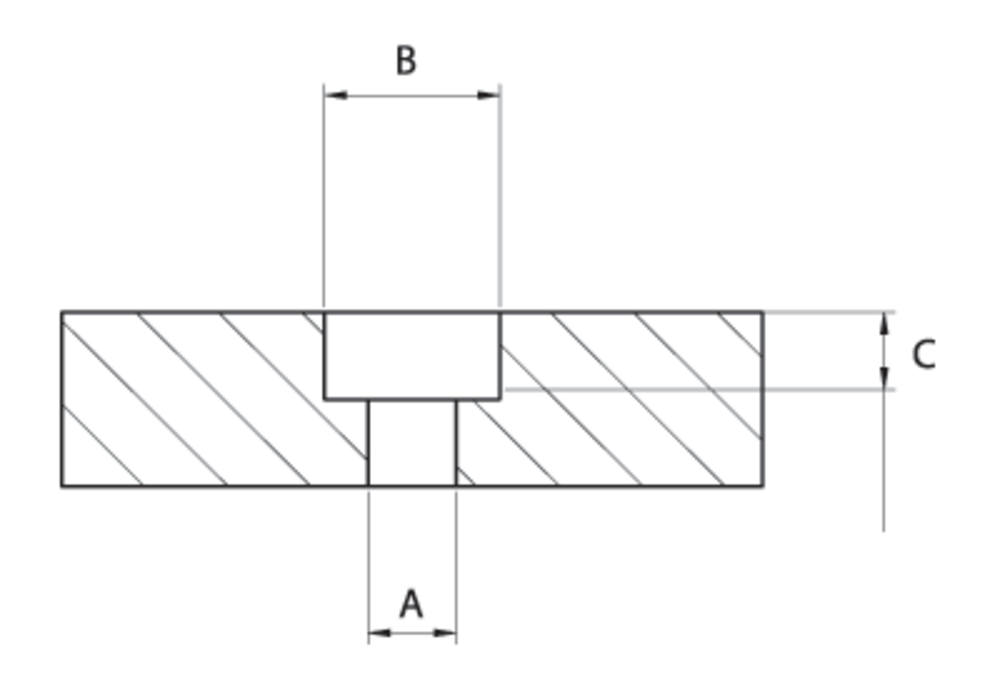
Senkkopf
Mit einer mehrstufigen Bohrmaschine 73.png können Sie
Eine Senkbohrung für einen Zylinderkopf (Senkloch) in einem Bohrvorgang herstellen. 74.png
Ebenfalls im Besitz von:
- 26 x 13 (Vorbohren erforderlich, Größe 13 kein Bohrer, sondern Zylinder)
- 13,5 x 8,4
- 22 x 8,5 (Vorbohren erforderlich, Größe 8,5 kein Bohrer, sondern Zylinder)
| Schraubengewinde | Abmessungen | |||
|---|---|---|---|---|
| Gewindeschaft A (mm) | Schaft B (mm) | Kopfhöhe (mm) | Mindesttiefe des Kopfteils C (mm) | |
| M5 | 6 | 11 | 5 | 5,5 |
| M6 | 6.6 | 11 | 6 | 6,5 |
| M8 | 9.0 | 15 | 8 | 8,5 |
| M10 | 11.0 | 18 | 10 | 10,5 |
| M12 | 13,5 | 20 | 12 | 12,5 |
| M16 | 17,5 | 26 | 16 | 16,5 |