6. Laserschneiden
Laserschneiden ist ein thermisches Verfahren, bei dem ein fokussierter Laserstrahl das Material lokal erhitzt. Ein koaxialer Gasstrahl bläst das geschmolzene Material aus der Schnittfuge und erzeugt so einen sauberen, scharfen Schnitt. Der Gasstrahl reduziert zudem die Oxidation der Schnittkanten.
Die Schnittform entsteht durch die Bewegung des Laser- und Gasstrahls relativ zum Blechmaterial. Dies geschieht mittels CNC-Steuerung. Der Prozess wird über eine CAD/CAM-Schnittstelle gesteuert. Kepser verwendet hierfür WiCAM.
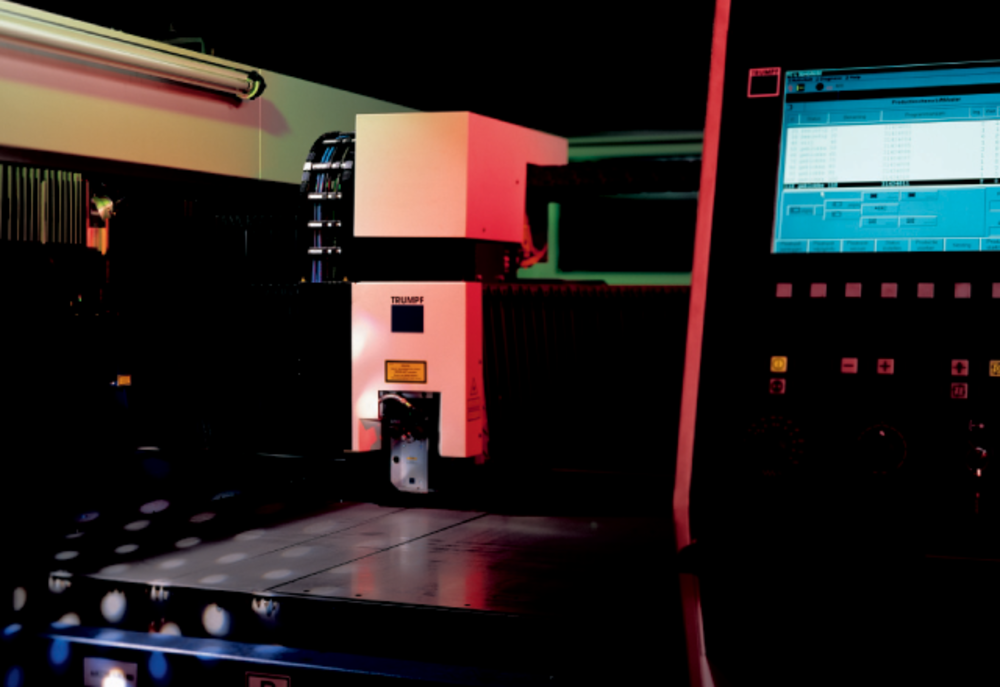
Kepser verfügt unter anderem über einen 5-kW-CO₂-Laser von Trumpf (L3050). Diese Maschine arbeitet mit fliegender Optik, d. h. die Platte bleibt fixiert, und der Laserstrahl wird mithilfe von Spiegeln und dem Schneidkopf über die Platte geführt 61.png. Als Schutzgas wird Sauerstoff oder Stickstoff verwendet. Die maximale Plattengröße beträgt 3000 x 1500 mm (für Edelstahl bis einschließlich 20 mm, für Stahl bis einschließlich 25 mm).
Einige Vorteile des Laserschneidens
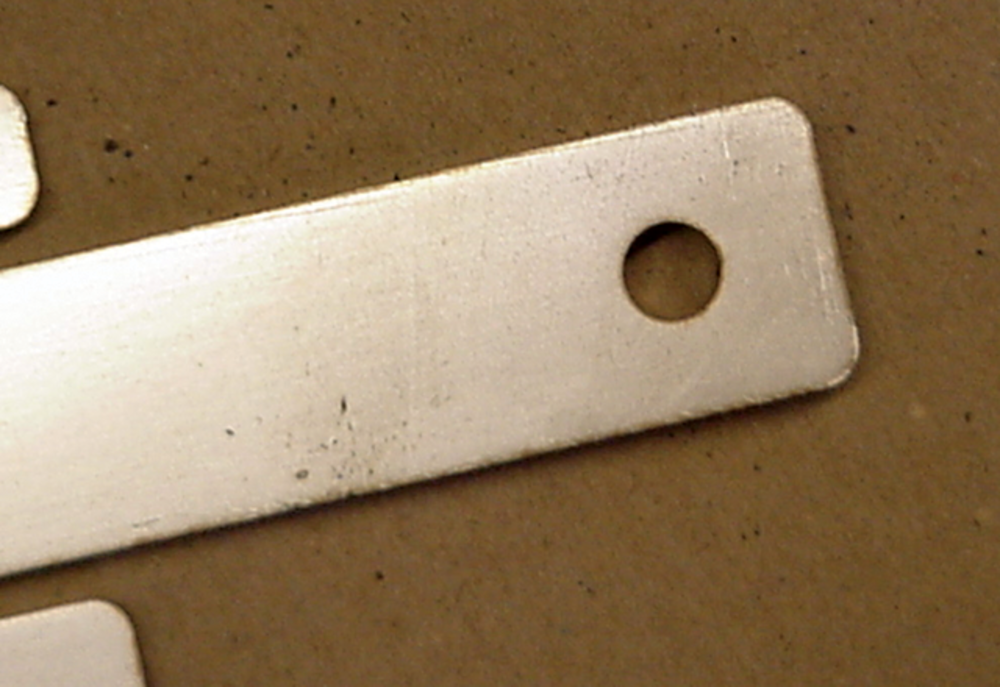
- Gerade, gratfreie Kante. 62.png
- Hohe Schnittgeschwindigkeiten.
- Schmaler Schnittspalt.
- Mit glatter Oberfläche schneiden (je dünner, desto glatter).
- Freie Konturen.
- Genau.
- Schnell zu einem anderen Produkt wechseln.
- Kontaktlose Bearbeitung.
- Die Wärme hat kaum Einfluss auf das Produkt.
Die Qualität des zu schneidenden Produkts hängt unter anderem vom Zustand des Rohmaterials ab. Rostige, sandgestrahlte, kugelgestrahlte und lackierte Bleche beeinträchtigen das Ergebnis negativ, während gebeizte und geölte Teile einen positiven Effekt haben. Siehe auch Kapitel 2, Blechmaterialien.
Die Kennzeichen werden automatisch mithilfe des Liftmasters platziert. 63.png
Je nach Materialart, Blechdicke und Anforderungen an die Nachbearbeitung wird entweder Stickstoff oder Sauerstoff als Schneidgas gewählt. Beim Schneiden von Stahl mit Sauerstoff bildet sich an der Schnittkante eine Oxidschicht. Diese ist bei Pulverbeschichtungen unerwünscht, weshalb Stickstoff das bevorzugte Gas ist. Edelstahl wird stets mit Stickstoff geschnitten.
Mindestlochdurchmesser
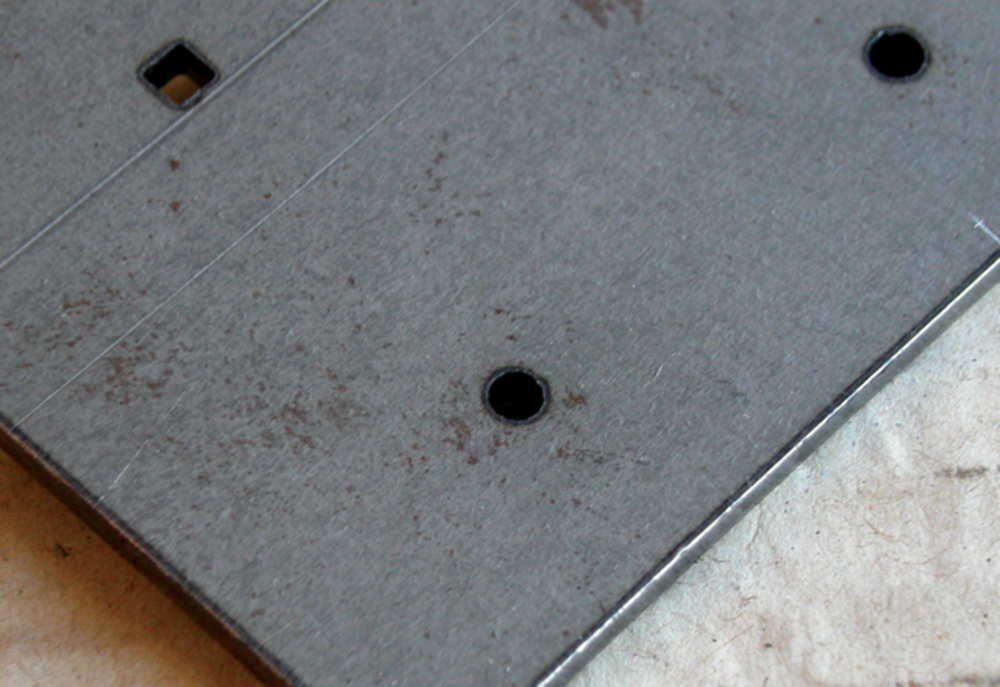
Die Wahl des Konturtyps hängt von den Bohrungsabmessungen ab, welche die Schnittgeschwindigkeit und die erzielbare Qualität beeinflussen. 64.png Die folgende Tabelle listet die minimalen Schnittdurchmesser für Bohrungen auf.
| Minimale Lochdurchmesser für das Laserschneiden: Trumpf L3050, 5 kW | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Plattendicke (mm) | 1 | 1,5 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 15 | 20 | 25 |
| Stahl (mm) | 1 | 1.7 | 1 | 1.3 | 1,5 | 2 | 2,5 | 2.4 | 3.2 | 4 | 4.8 | 8 | 12 | 40 |
| Edelstahl (mm) | 1 | 1,5 | 1 | 1.3 | 1,5 | 2 | 2,5 | 3 | 4 | 5 | 7,5 | 9 | 18 | |
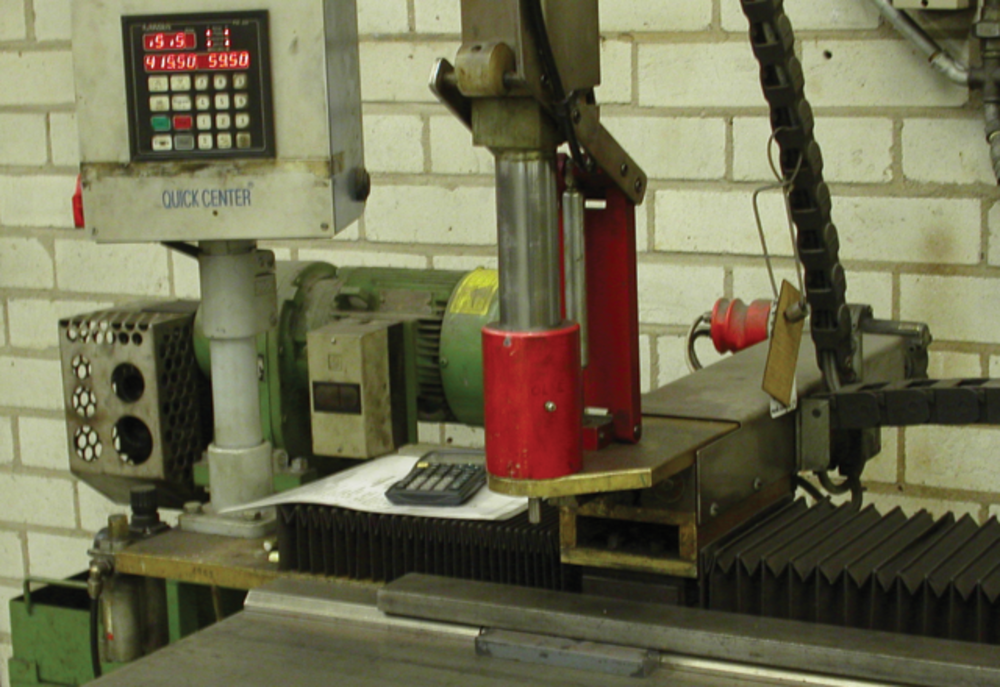
Manche Bohrungen benötigen einen kleineren Durchmesser als oben angegeben. Die Position der Bohrung kann durch eine Gravur markiert werden. Dies ist nur bei runden Produkten sinnvoll. Rechteckige Produkte werden auf den automatischen Körner 65.png gelegt, um die Bohrungen zu positionieren. Eine Gravur der Mittelpunktposition ist dann nicht erforderlich.
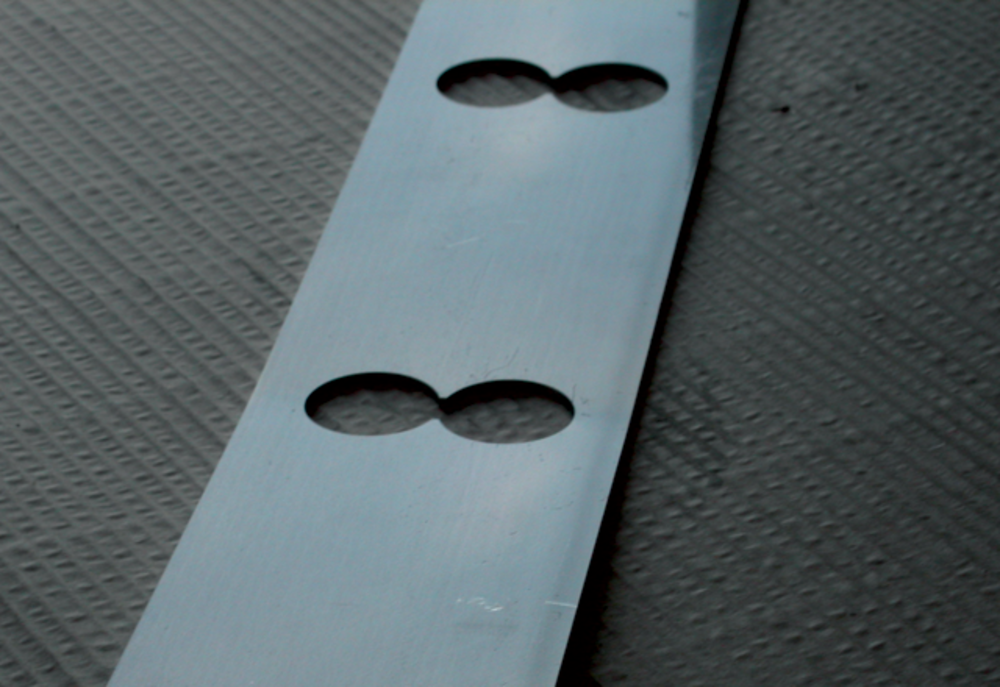
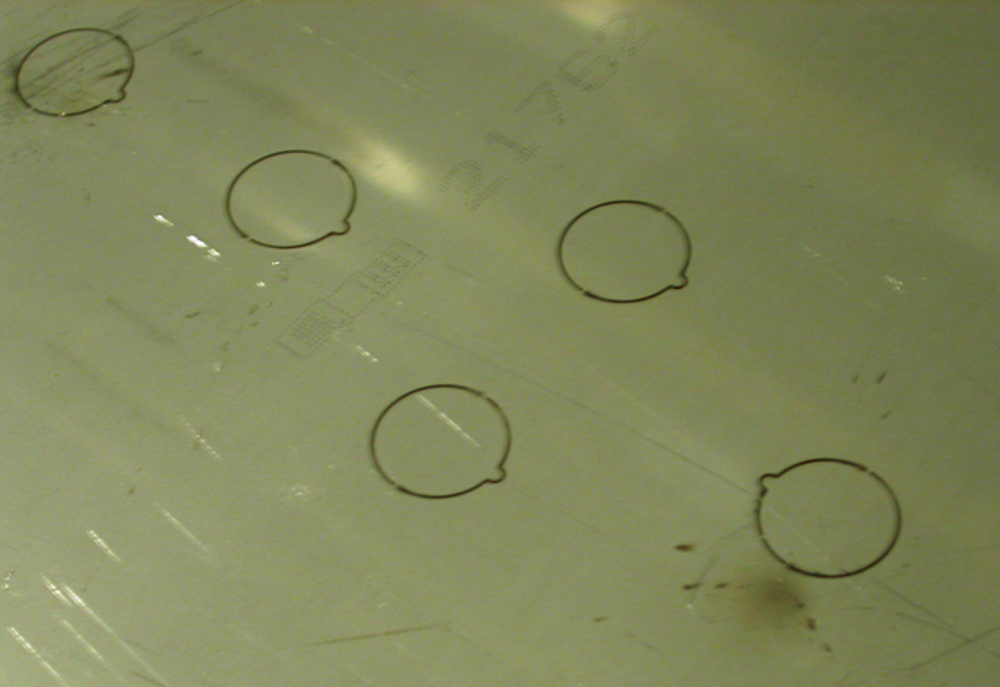
Es gibt keinen Mindestabstand zwischen den Löchern. Überlappende Löcher sind möglich. 66.png
Bei perforiertem Blech lässt sich keine wiederkehrende Sackkante programmieren. Dies liegt an der Perforationsteilung. Da dies beim Verschachteln und Schneiden besondere Berücksichtigung erfordert, wird die Ausrichtung zu aufwendig.
Laserstrahl-Schneiddurchmesser
Um eine schmale Öffnung zu schneiden, erzeugt der Laser keine kreisförmige Kontur, sondern eine einzelne Bahn. Die Breite der Schnittöffnung hängt vom Laserdurchmesser ab, der je nach Blechdicke und Schnittart variiert. Zur Veranschaulichung der Abmessungen sind die größten und kleinsten Durchmesser sowie die entsprechenden Schnittspalte unten dargestellt.
| Material | Kleinster Durchmesser | Größter Durchmesser |
|---|---|---|
| Stahl | 0,15 x 1 mm Plattendicke | 0,7 x 25 mm Plattendicke |
| Edelstahl | 0,2 x 1 mm Plattendicke | 0,3 x 15 mm Plattendicke |
Da der Laserdurchmesser variabel ist, kann ein Korrekturfaktor eingestellt werden. Dadurch ist es möglich, bei Innen- und Außenkonturen die Kante des Laserstrahls der gewünschten Linie und nicht deren Mitte folgen zu lassen.
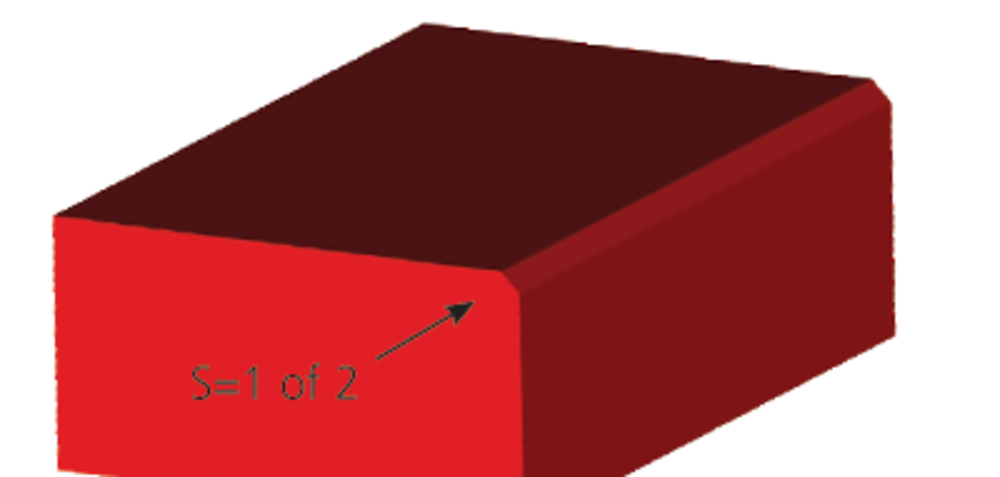
Bei einem einzigen Schnitt folgt die Mitte des Balkens der gezeichneten Linie. 67.png
Genauigkeit
Der Trumpf-Laser garantiert eine Positioniergenauigkeit von ± 0,1 mm.
Da sich der Strahl beim Eindringen in das Material ausbreitet, ist die Schnittkante eines lasergeschnittenen Produkts nicht exakt rechtwinklig.
Abschluss
Lasergeschnittene Produkte werden standardmäßig gratfrei geliefert.
- Bitte beachten Sie, dass lasergeschnittene Produkte scharfe Kanten haben.
- Sollen die Kanten abgebrochen sein? Bitte vermerken Sie dies auf der Zeichnung. 68.png
Laserschneiden
- Beim Zeichnen von Löchern sollten Sie nicht nur runde Formen berücksichtigen. Ein sechseckiges Loch verhindert beispielsweise das Mitdrehen der Nietmutter. 69.png Die Form des Lochs hat für den Laser kaum Auswirkungen. Weitere Informationen zu ungewöhnlichen Löchern finden Sie in Kapitel 11.
Die Verwendung sogenannter Mikrogelenkverbindungen (bei denen ein Produkt mit dem Restmaterial verbunden bleibt, ohne dass ein kleines Stück abgeschnitten wird) bietet folgende Vorteile:
- Die Fähigkeit, Kleinteile zu reparieren.
- Verhindern, dass Produkte „durchfallen“.
- Die Möglichkeit, lange, schmale Teile, die sich durch die Wärmeeinwirkung verformen können, auf dem Tisch zu befestigen.
- Die Fähigkeit, Produkte mit einer einzigen Bewegung vom Tisch anzuheben.
Obwohl bei einer Microjoint-Verbindung ein kleiner Grat an der Kontur entsteht, ist in der Regel keine Nachbearbeitung erforderlich.
- Markieren Sie die im Zeichenprogramm zu gravierenden Texte gelb. Abb. 610.png
- Zeichnen Sie geschlossene Konturen. Der Laser schneidet die offenen Konturen vor den geschlossenen Konturen.
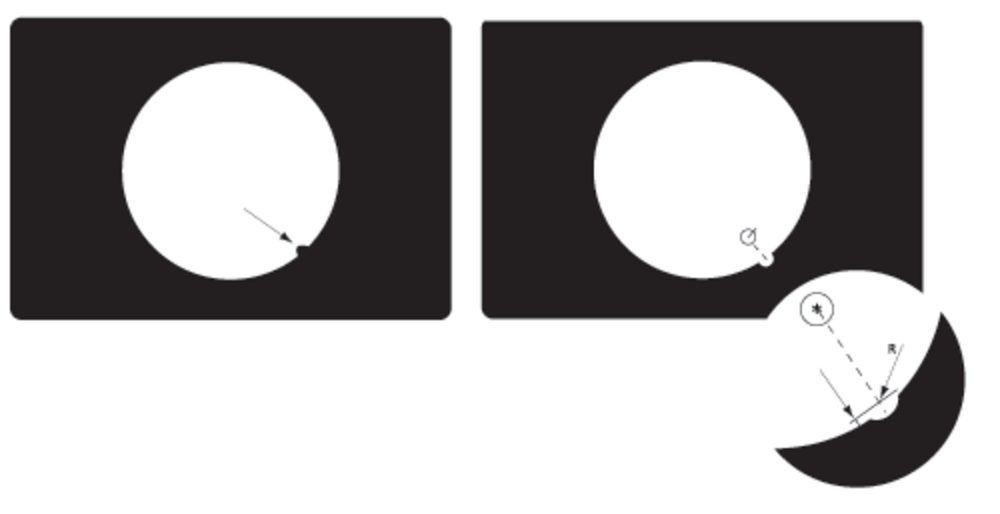
- Der Laser rundet scharfe Ecken automatisch ab. Benachrichtigen Sie den Laserprogrammierer, falls dies nicht gewünscht ist. Der Radius variiert je nach Materialstärke, Konturtyp, Gasart und Materialart zwischen 0,5 und 3 mm. Abb. 611.png
- Die Dicke eines Riffelblechs setzt sich aus der Blechdicke und der Höhe der Riffelung zusammen. Diese Gesamtdicke wird für die Programmierung des Riffelblechs verwendet. Zeichnen Sie das Produkt ebenfalls mit dieser Blechdicke. Die Riffelung zeigt beim Schneiden nach unten. Beachten Sie dies bei der Konstruktion.
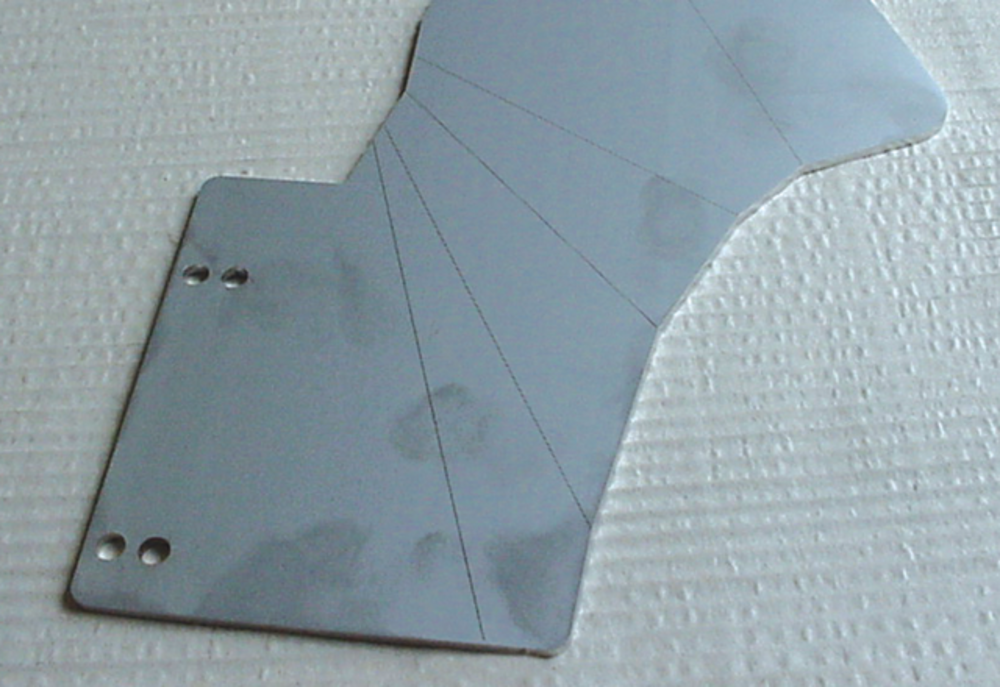
- Das Gravieren von Blechteilen kann die Weiterverarbeitung vereinfachen. Erwägen Sie, Biegelinien auf schwer zu biegenden Produkten zu gravieren. 612.png
- Oft werden dieselben Produkte für verschiedene Anwendungen eingesetzt. Nehmen wir beispielsweise einen Schaltschrank mit diversen Komponenten. Je nach den Komponenten im Schrank werden mehrere Öffnungen benötigt. In diesem Fall bietet sich die manuelle Extrusion von Blechteilen an. Der Laser hinterlässt kleine Stege, sodass die Öffnung im Blech erhalten bleibt. Dieses Teil kann dann manuell extrudiert werden. 613.png
- Erstelle eine runde Form aus Kreisbögen anstelle von kurzen Liniensegmenten.
- Bei gegossenen Produkten sollte die Oberseite der lasergeschnittenen Fläche als sichtbare Seite dienen. Dies gewährleistet einen sauberen Schnitt und reduziert Kratzer beim Aufbringen. Bei Folien geschieht dies automatisch, da die Folie von oben geschnitten wird.
- Manchmal kann die Annäherung an eine innere Kontur problematisch sein, beispielsweise beim Durchschieben eines Rohres. In diesem Fall empfiehlt sich eine kleine Zugangsöffnung. 614.png