4. Nocken
Um zwei Bauteile fachgerecht zu verschweißen, müssen sie zueinander positioniert werden. Häufig werden hierfür Schweißvorrichtungen verwendet. Diese sind jedoch recht teuer und müssen individuell angefertigt werden, was viel Zeit in Anspruch nimmt. Je nach Komplexität des Produkts können die Kosten daher erheblich steigen. Für Einzelstücke und Kleinserien ist der Einsatz von Schweißvorrichtungen daher oft nicht praktikabel. Stattdessen empfiehlt es sich, die Konstruktion so zu gestalten, dass sich die Teile selbst positionieren.
Seit der Einführung des Laserschneidens hat sich die Verwendung von Kurvenscheiben Fig. 4.1 und Nuten als weit verbreitete Positioniertechnik etabliert. Der Einsatz von Kurvenscheiben beschleunigt und präzisiert die Produktion. Beschleunigt, weil die Position eines Bauteils nicht mehr manuell gemessen werden muss. Präziser, weil Messfehler eliminiert werden – kein Anreiß- oder Messwerkzeug ermöglicht eine so präzise Positionierung wie lasergeschnittene Kurvenscheiben. Fig. 4.2
Es gibt einen Unterschied zwischen sichtbaren und verdeckten Nocken. Wir unterscheiden außerdem zwischen Nocken, die ausschließlich zur Positionierung dienen, und solchen, die zusätzlich als Festigkeitsverbindung fungieren. Letztere beeinflussen die Abmessungen des Nockens und die Schweißnahtposition. Bei Kepser bevorzugen wir Positionierungsnocken.
Positionierungsnocken
- Für eine präzise Positionierung genügen zwei Nocken pro Kontaktfläche.
- Bei großen oder weniger steifen Produkten verwenden Sie drei Nocken pro Meter.
- Verwenden Sie nicht mehr Kameras als nötig.
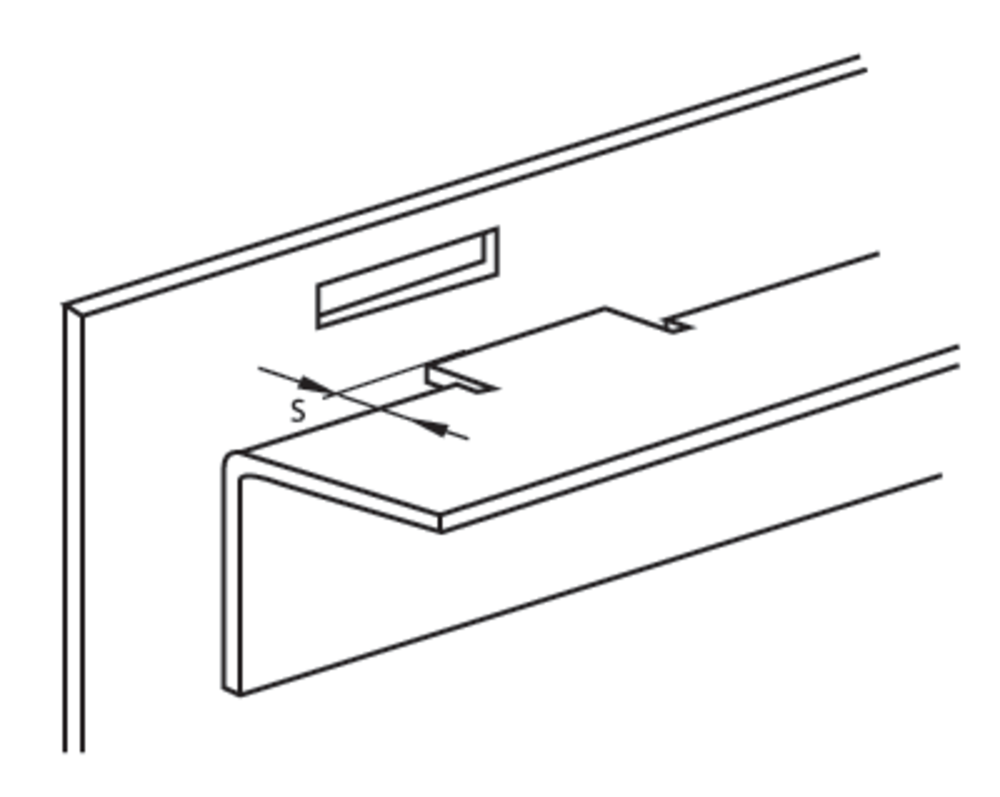
- Es empfiehlt sich, die Toleranzen entlang der Breite des Stegschlitzes zu minimieren. Dadurch ist das Spiel entlang der Steglänge irrelevant.
- Schlitzbreite = Plattendicke + 0,2.
- Schlitzlänge = Nockenlänge + 0,2 (falls eine Längsverriegelung erforderlich ist).
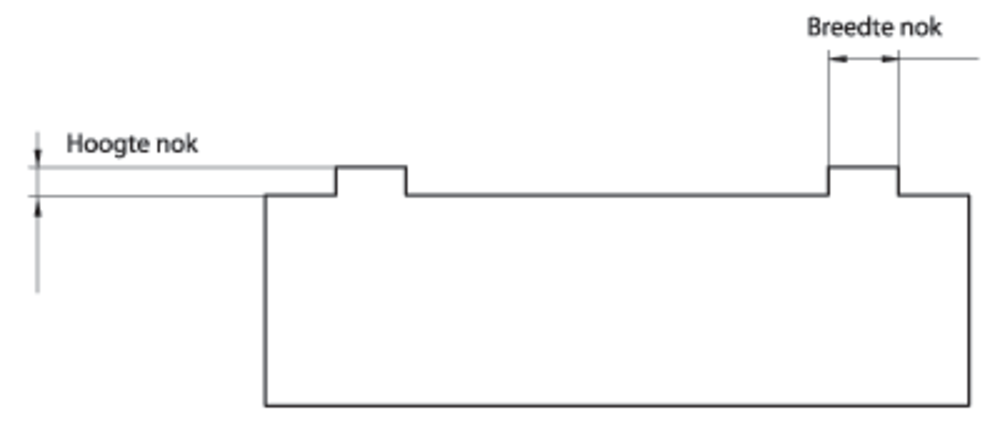
- Die Steghöhe sollte geringer sein als die Plattendicke, vorzugsweise 1 mm. Dadurch wird sichergestellt, dass die Plattenrückseite immer flach ist.
- Die Länge des Stegs ist nicht wirklich wichtig, sollte aber kurz sein. Vorzugsweise 10 mm.
- Es ist nicht notwendig, am Grat Schweißnähte anzubringen.
- Die Festigkeit sollte nicht anhand der Schweißnahtspitze, sondern anhand der Schweißnahtlänge angegeben werden.
- Schweißpositionen, an denen nicht geschweißt werden soll, werden durch Kerben gekennzeichnet. Die Kerbenhöhe sollte 10 bis 15 mm betragen. Dadurch entfällt die Notwendigkeit, Schweißnahtlängenmarkierungen in der Zeichnung anzugeben.
- Berücksichtigen Sie die Bearbeitungstoleranzen für die Nockenpositionen.
- Schauen Sie sich an, wo die genaueste Messung für die Nockenpositionen erfolgen sollte.
- Für wasserdichte Verbindungen müssen Rillen und Schlitze angebracht und vollständig abgedichtet werden. Dies sollte von der Rückseite und gegebenenfalls von beiden Seiten erfolgen.
Zur Verdeutlichung werden im Folgenden einige Beispiele aufgeführt.
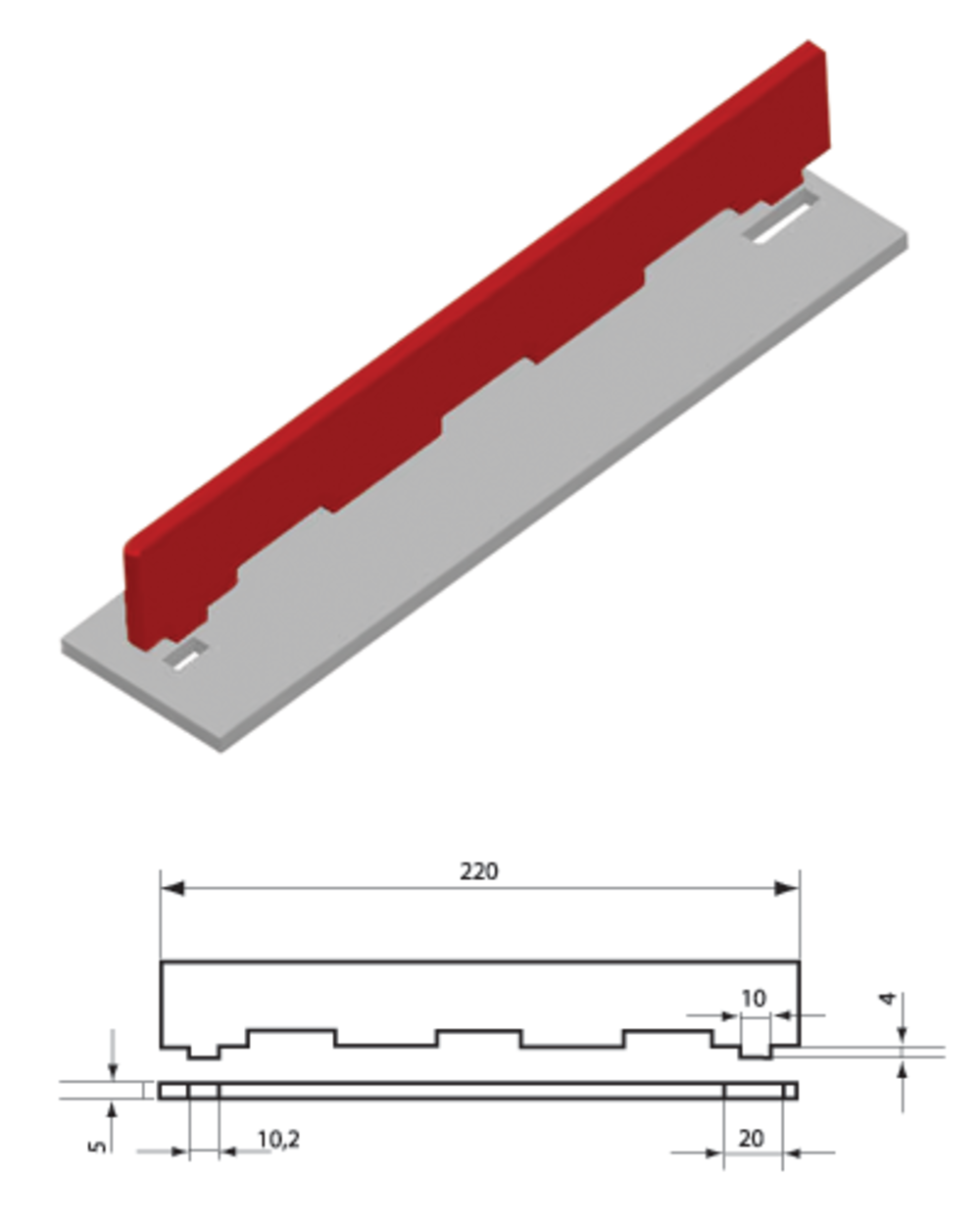
Beispiel 1
- Die Länge des Kamms ist nicht wichtig.
- Die Position des Firstes wird durch die Firstbreite bestimmt.
- X- und Y-Position aufgezeichnet.
- Trotz kleinerer Abweichungen beim Einstellen ist die Positionierung dennoch gut.
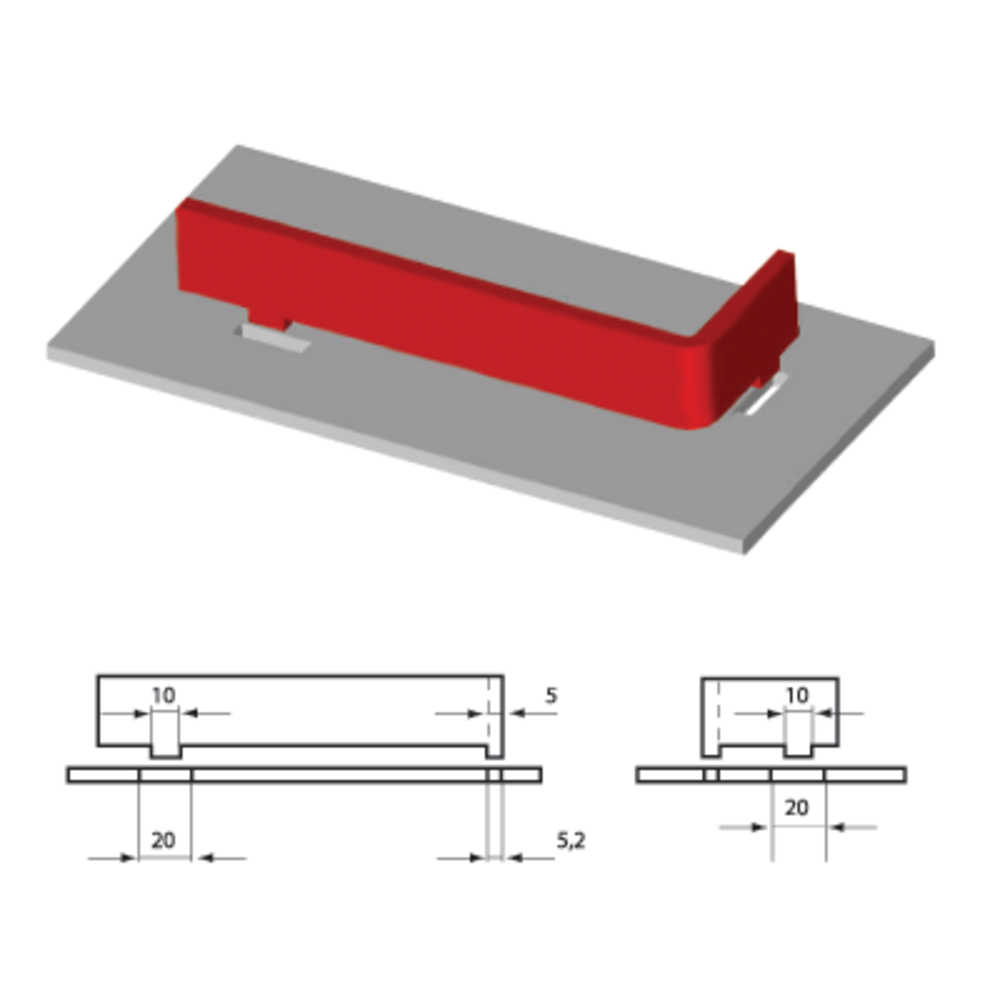
- Der Boden ist schön flach. Fig. voorbeeld 1
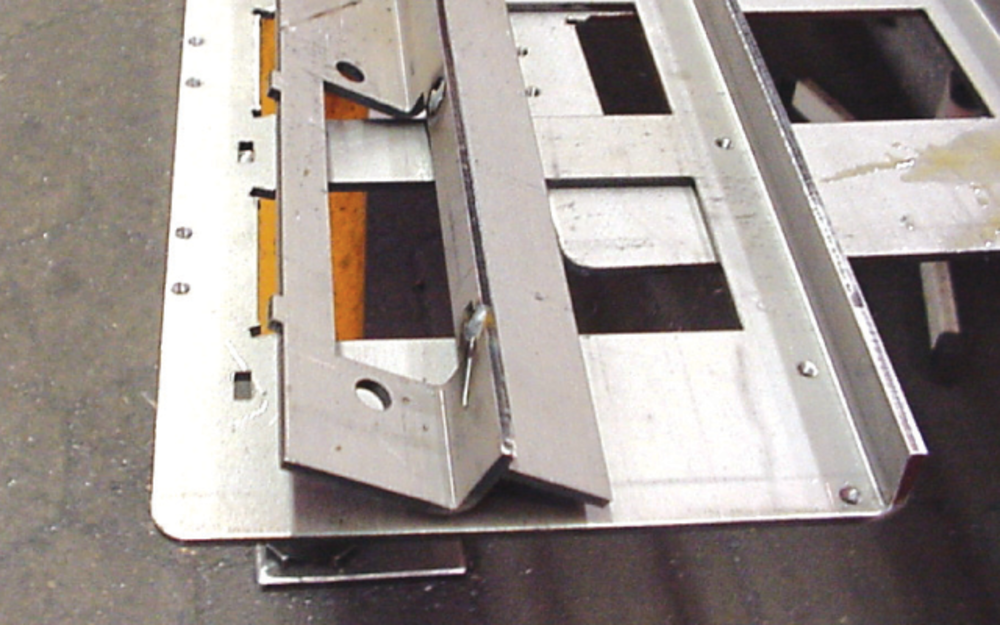
Beispiel 2
- Ein Grat wurde zu viel angebracht.
- So passt es nach einer kleinen Abweichung beim Einstellen nicht mehr.
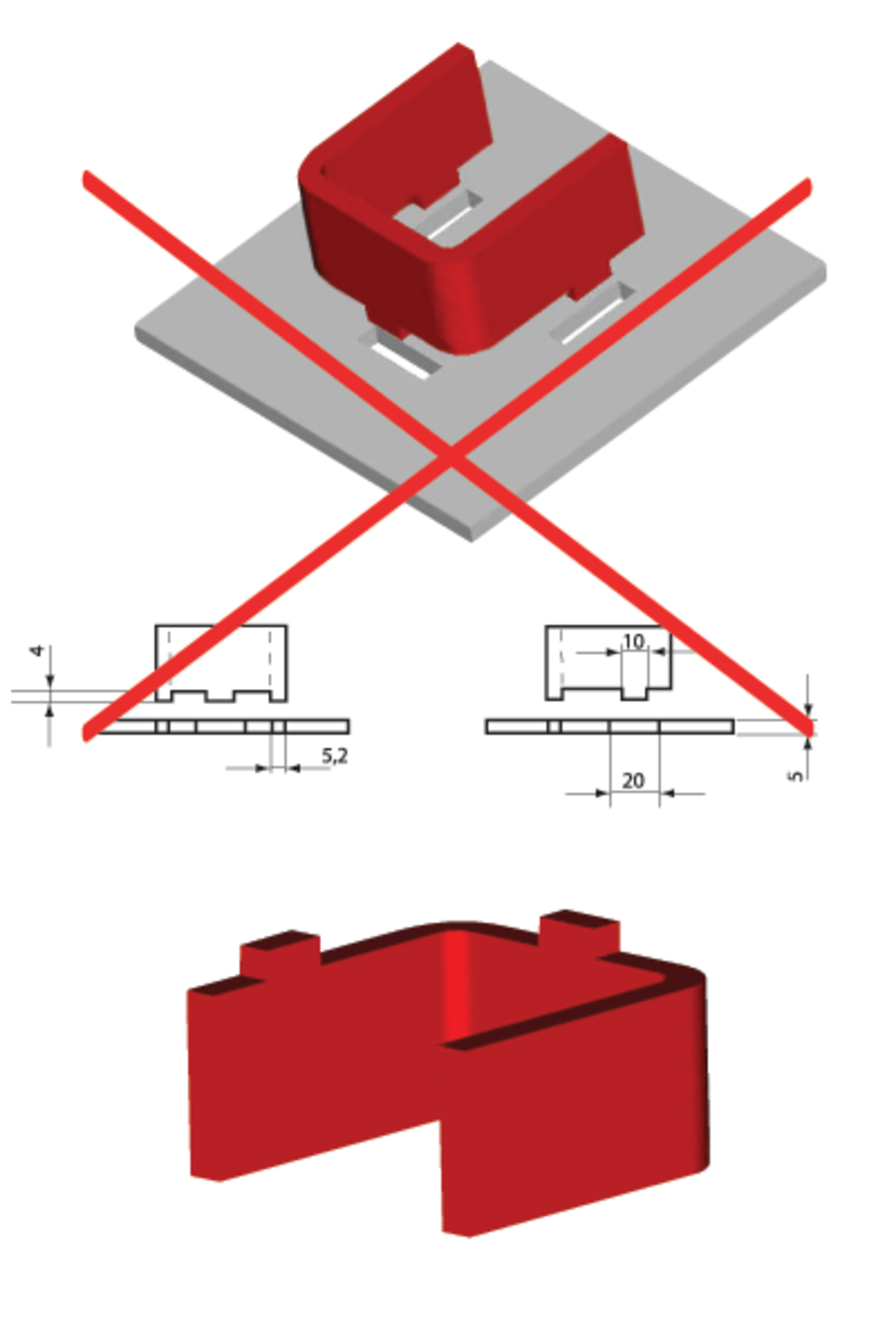
- Entfernen Sie den Grat an einem Bein. Fig. voorbeeld 2
Beispiel 3
- Die Kameras dienen ausschließlich Positionierungszwecken.
- Nur eine passgenaue Leiste.
- Kerben und andere Positionen sind mit einer Kehlnaht versehen.
- Die Anzahl der Schweißpunkte gibt die Festigkeit der Verbindung an.Fig. voorbeeld 3
Kameras im Blickfeld
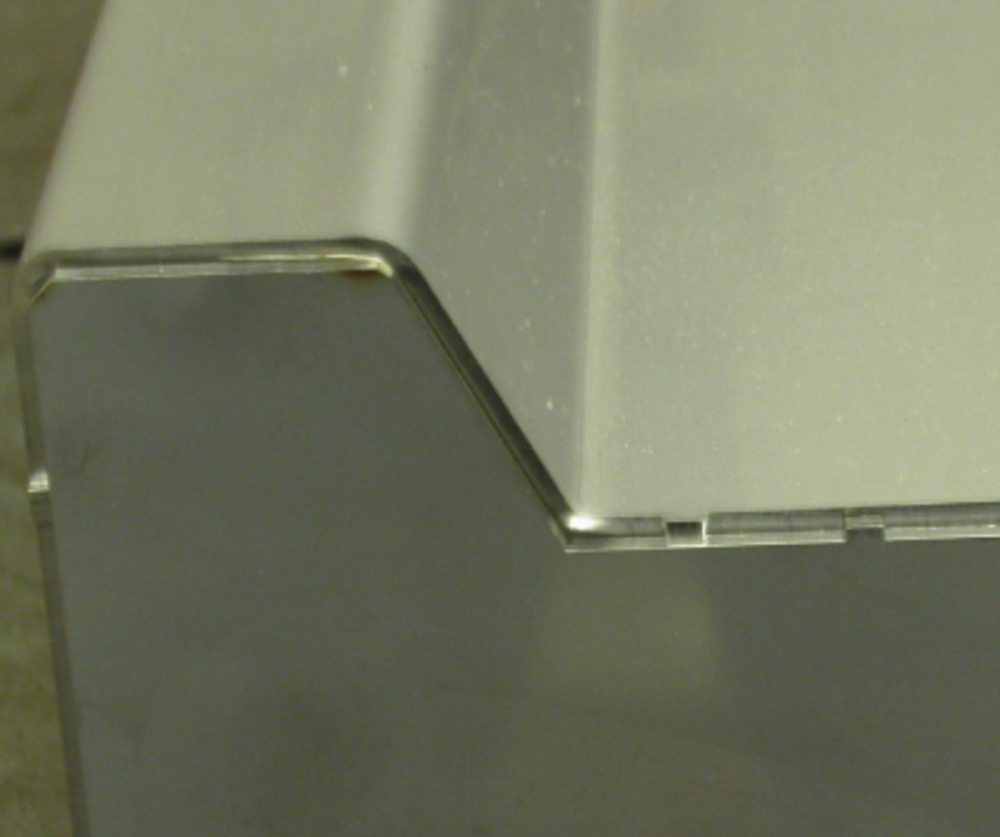
- Bitte beachten Sie, dass freiliegende Kanten stets vollständig verschweißt und anschließend so nachbearbeitet werden, dass sie unsichtbar sind. Kanten-Nut-Kombinationen für sichtbare Bauteile werden daher so konstruiert, dass sie bündig abschließen (ohne Spiel).
- Die Nachbearbeitung unterscheidet sich für Stahl und Edelstahl. Stahl wird mit MIG/MAG, Edelstahl mit WIG oder TW-Schweißen geschweißt. Bei beiden Werkstoffen gilt: Je mehr Schweißarbeiten erforderlich sind, desto stärker zieht sich das Produkt. Verwenden Sie daher nur die notwendigen Nocken.
- Bei Stahl sollte die Steghöhe geringer als die Blechdicke sein. Die durch das MIG/MAG-Schweißen entstandenen Öffnungen lassen sich leicht verschließen.
- Bei Edelstahl wählen Sie ein kleines Durchgangsloch (0,5 mm). Dadurch reduziert sich der Bedarf an Füllmaterial. Bei dickeren Blechen (3 mm und mehr) sollte die Steghöhe der Lochtiefe entsprechen. Die Fuge wird mit Füllmaterial abgedichtet.
- Beim Biegen eines gebogenen Blechs sollten die Nocken nach dem Biegen etwas herausragen. Dadurch lässt sich das Blech mithilfe der Nocken positionieren. Fig. 4.3
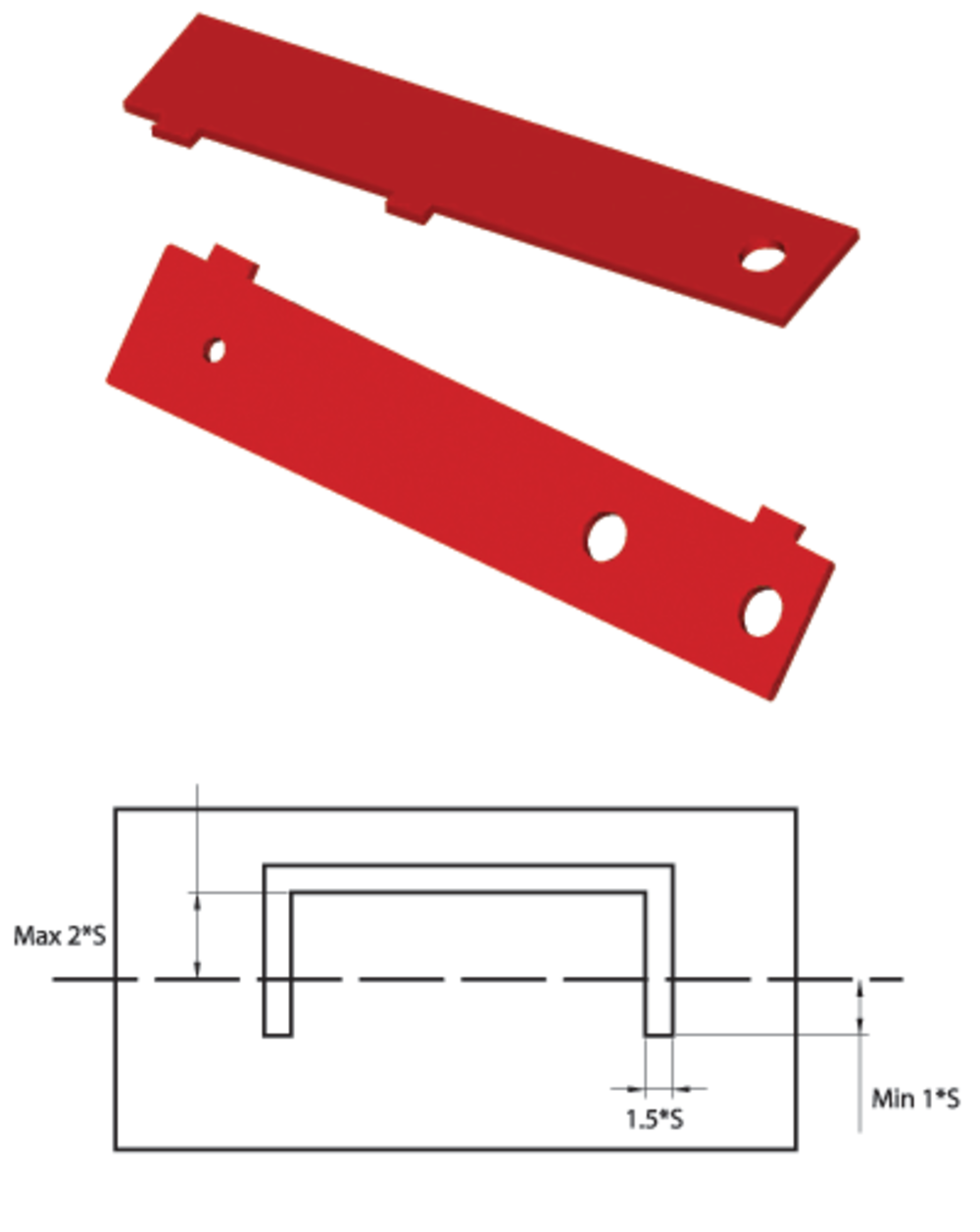
- Die Steghöhe sollte maximal das Doppelte der Blechdicke betragen. Ist sie größer, müssen Unterlegscheiben verwendet werden. Die Schnitttiefe jenseits der Biegelinie sollte mindestens dem Einfachen der Blechdicke entsprechen.
- Die zu verbindenden Platten sollten möglichst nah beieinander liegen. Achten Sie daher darauf, dass die Platte mit den Laschen auf der Platte mit den Schlitzen aufliegt. Entfernen Sie gegebenenfalls den Innenradius an der Lasche. Fig. 4.4 Bei dickeren Platten (8 mm oder mehr) kann ein Teil des Radius an der Ecke des Schlitzes entfernt werden, um die Lasche leichter anzubringen.
- Sind die linken und rechten Teile nahezu identisch, sollten die Nocken an unterschiedlichen Positionen angebracht werden. Dadurch wird eine falsche Positionierung der Teile verhindert. Fig. 4.5
- Für geschweißte Eckkonstruktionen wird die unten dargestellte Firstverbindung empfohlen. Fig. 4.6
- Die Steglänge sollte stets größer als die Plattendicke sein. Dadurch entstehen rechteckige Stege und Löcher, was Verwechslungen bei der Positionierung verhindert.
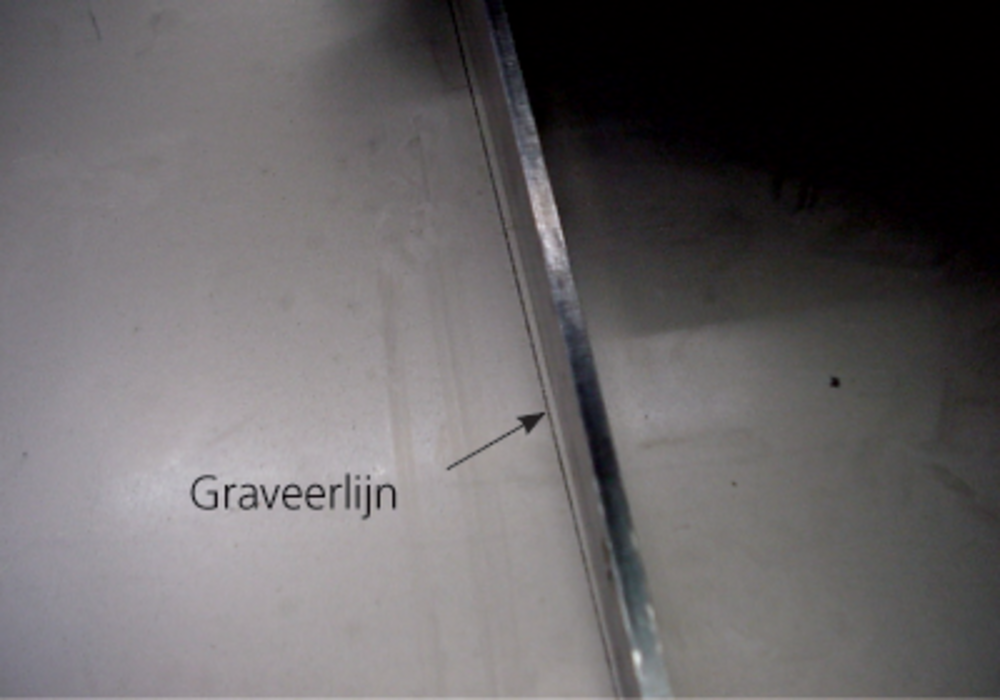
- Der Einsatz von Nocken ist nicht immer möglich oder wünschenswert. Eine Alternative kann die Gravur der Position des zu verbindenden Bauteils sein. Diese Technik ist jedoch nur bei lasergeschnittenem Blech möglich. Fig. 4.7