5. Schneiden
Seit der Einführung des Laserschneidens werden Schneiden und Stanzen immer seltener. Scheren werden jedoch nach wie vor regelmäßig für kleinere Serien (insbesondere einfache, oft rechteckige Produkte) eingesetzt. Scheren lassen sich deutlich schneller programmieren und einrichten als Laserschneidmaschinen. Dieses Handbuch enthält daher einige Schneidtipps.
Die erreichbaren Schertoleranzen hängen von der Blechdicke ab, unter anderem aufgrund des Verschleißes der Schneidklinge. Die folgende Tabelle zeigt die Toleranzen für jede Blechdicke.
| Plattendicke S (mm) | Toleranzen ± (mm), Schnittlänge ≤ 1000 mm |
|---|---|
| 1 | 0,2 |
| 2 | 0,3 |
| 3 | 0,4 |
| 4 | 0,5 |
| 6 | 0,6 |
| 8 | 0,8 |
| Eigene Produktionskapazität | |
|---|---|
| Maximale Schnittbreite (mm) | 3100 |
| Maximaler Hinteranschlag (mm) | 1000 |
| Mindesthinteranschlag (mm) | 3 |
| Maximale Materialstärke Stahl (mm) | 8 |
| Maximale Materialstärke Edelstahl (mm) | 6 |
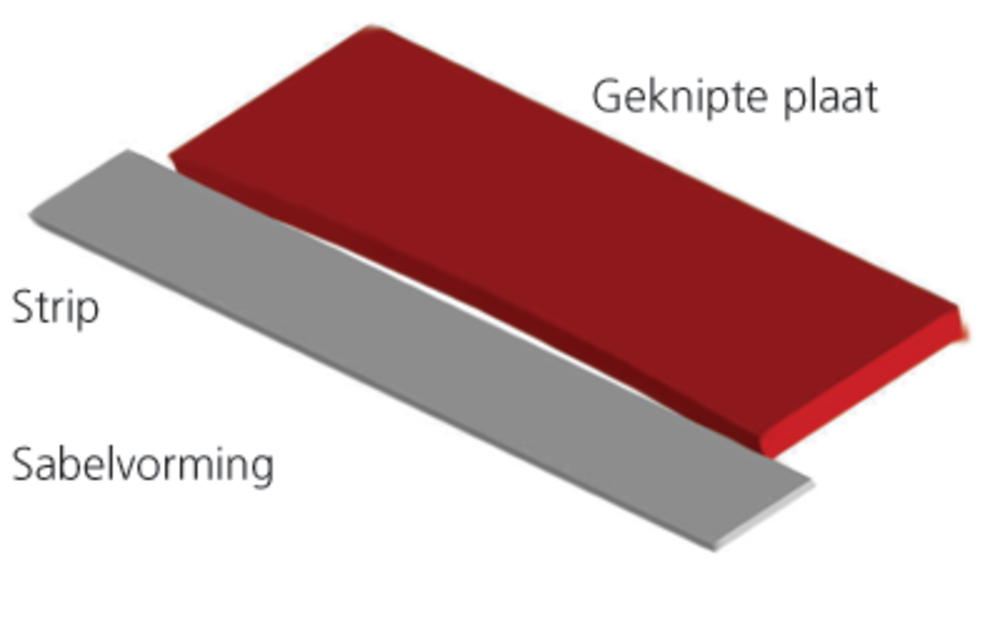
Schmale Streifen können sich beim Schneiden stark verformen. Der Grad der Verformung hängt vom Schnittwinkel und der Streifenbreite ab. Je größer der Schnittwinkel und je schmaler der Streifen, desto größer die Verformung. Mögliche Verformungen sind Verdrehung, Krümmung und Säbelbildung. 51.png
Das Stahl-Riffelblech und das Drahtgeflecht werden nicht eingeschnitten. Dies dient dazu, Beschädigungen der Klinge durch ungleichmäßige Belastung zu vermeiden.
- Vermeiden Sie perforierte Blechteile mit umlaufenden Blindkanten; diese sind besonders arbeitsintensiv.
Ecken
Für das Abkanten von Blechen bietet Kepser eine Abkantschere an (nur für 90-Grad-Winkel).
Maximale Plattendicken:
- Stahl 5 mm
- Edelstahl 3 mm