10. Schweißen
Schweißsymbole dienen der eindeutigen Kennzeichnung von Schweißnahtposition, Schweißnahtart und Nachbearbeitungsschritten. Ein gutes Verständnis dieser Symbole ist sowohl für PC-Anwender als auch für die Produktion unerlässlich. Schweißen ist ein kostenintensiver Prozess und macht einen erheblichen Teil der Produktkosten aus. Die konsequente Anwendung der korrekten Norm beugt Fehlern und Unklarheiten vor.
- Geben Sie für jeden Schweißvorgang die erforderlichen Schweißspezifikationen und den gewünschten Oberflächengütegrad an.
Schweißbezeichnungen
Symbolische Darstellung von Schweiß- und Lötverbindungen in Zeichnungen gemäß NEN-ISO 2553. Schweißverfahren gemäß NEN-EN-ISO 4063. Qualitätsniveau gemäß NEN-EN-ISO 5817 und NEN-ISO 10042. Schweißposition gemäß NEN-EN-ISO 6947. Schweißzusatzwerkstoff gemäß NEN-EN-ISO 544, ISO 2560 und ISO 3581.
Schweißen anzeigen
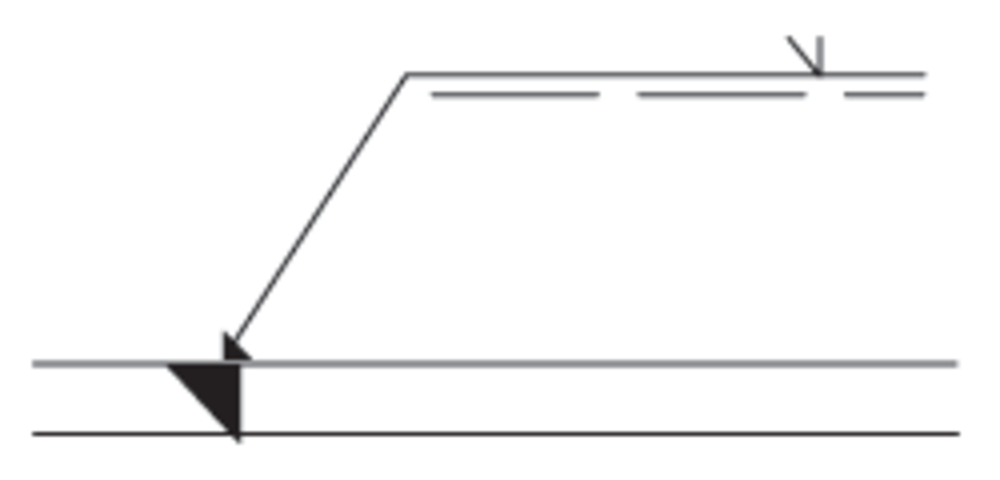
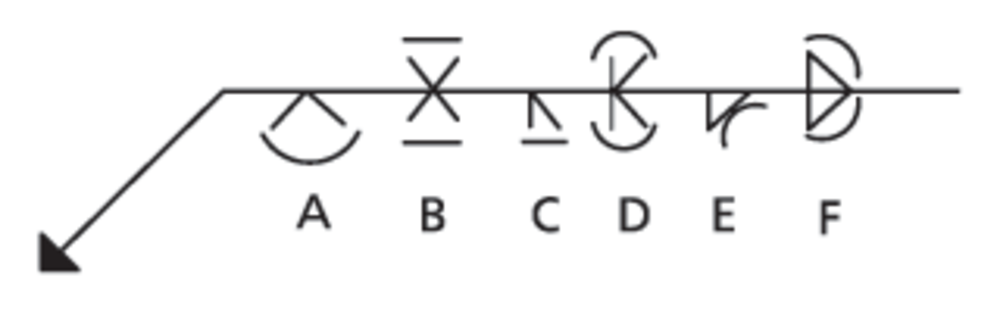
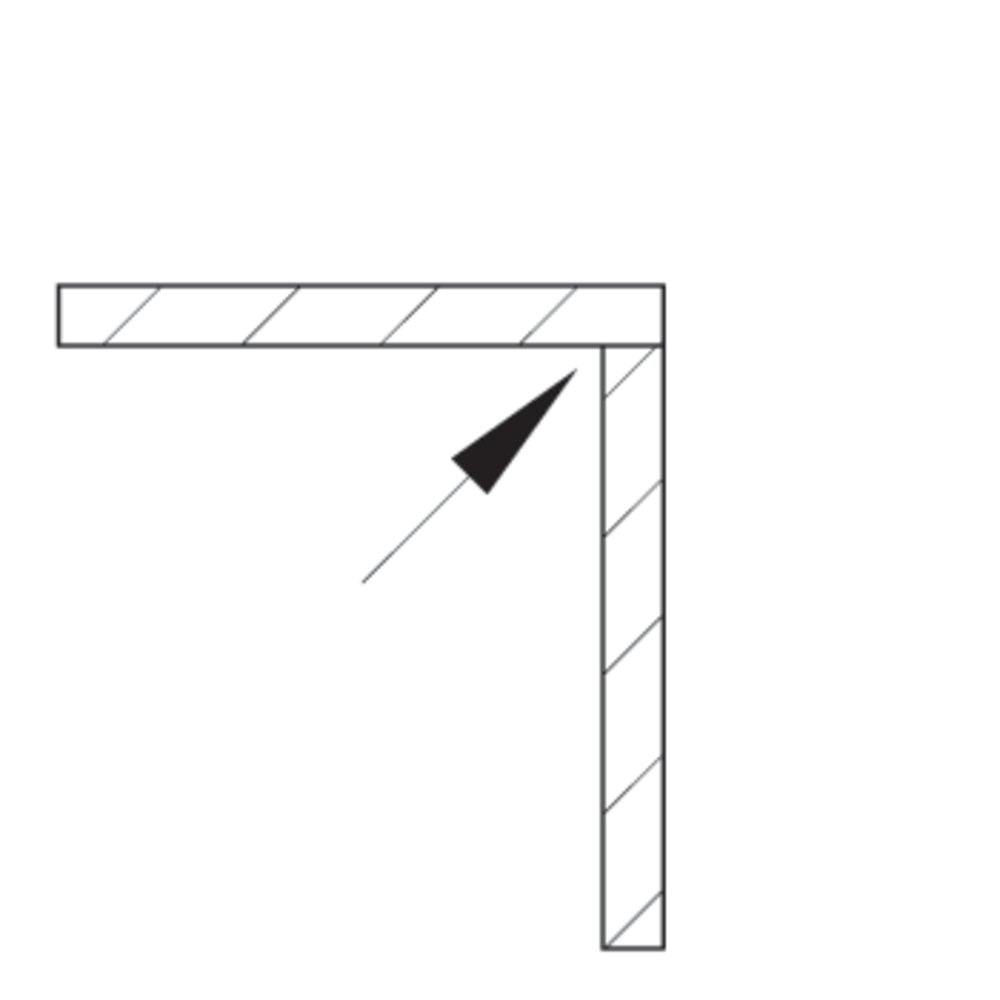
- Die Schweißposition wird mit einem Pfeil markiert. Der Winkel kann beliebig gewählt werden. Bei einer einseitig vorbehandelten Schweißnaht zeigt der Pfeil auf die vorzubehandelnde Seite. 101.png
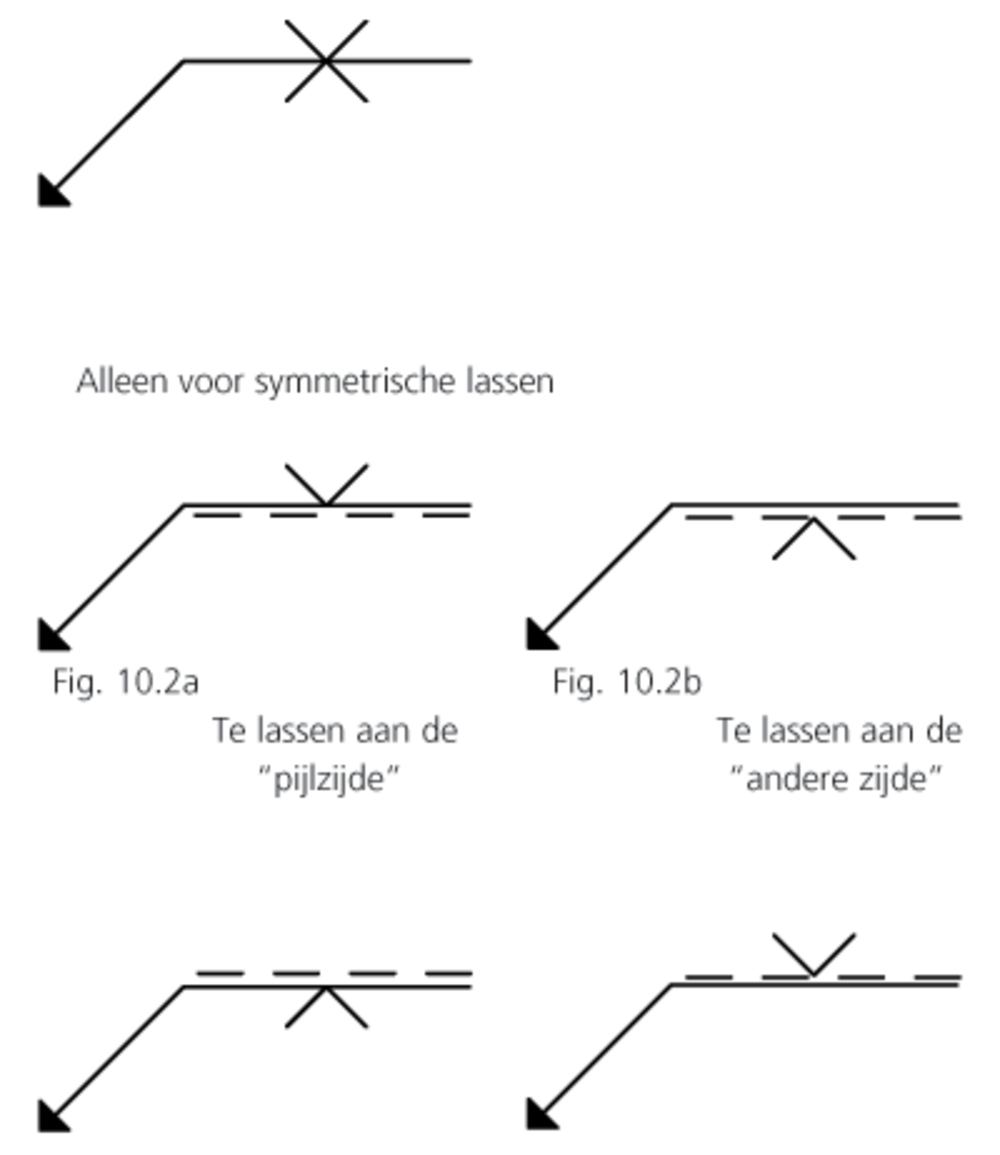
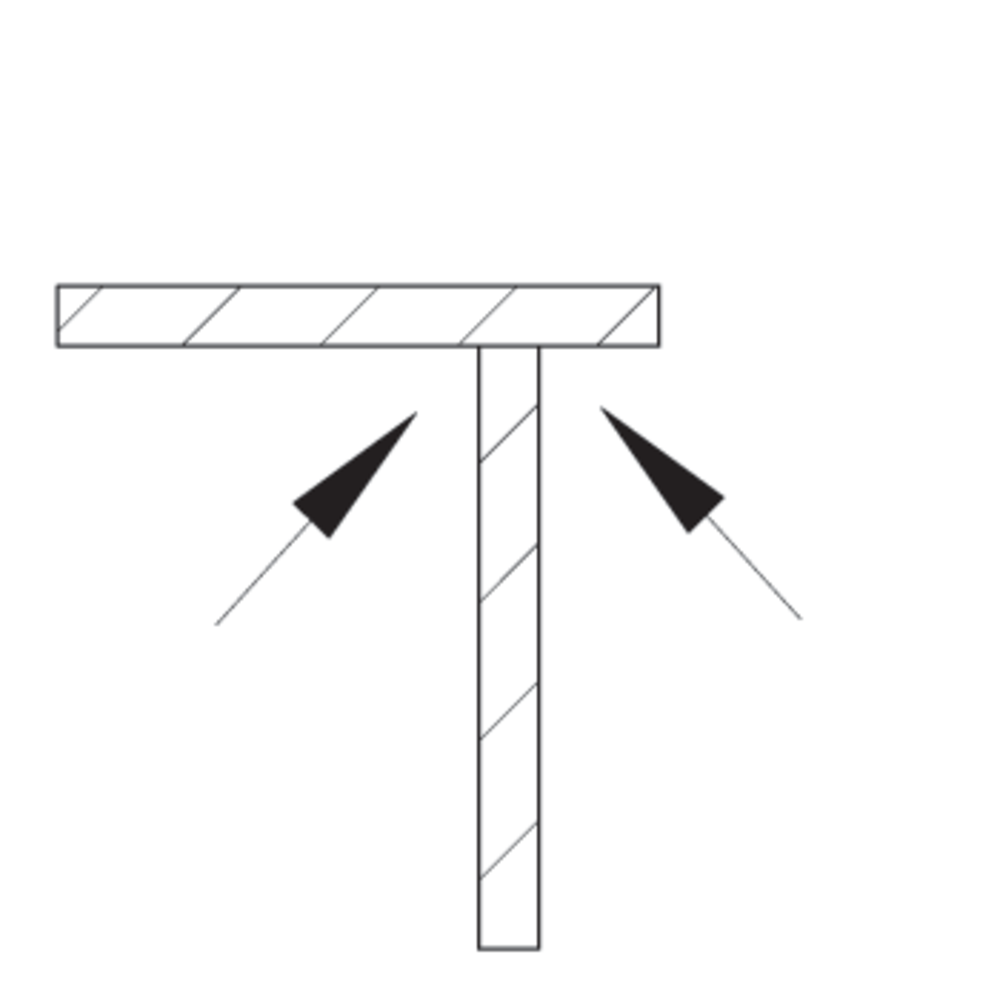
- Verwenden Sie eine durchgezogene Referenzlinie, um anzuzeigen, dass die Verbindung auf der Pfeilseite verschweißt werden soll. 102.pnga
- Verwenden Sie eine gestrichelte Referenzlinie, um anzuzeigen, dass die Verbindung nicht auf der Pfeilseite, sondern auf der gegenüberliegenden Seite geschweißt werden soll. 102.pngb
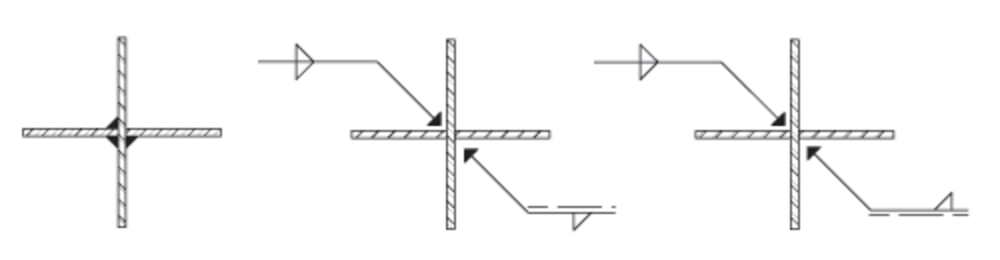
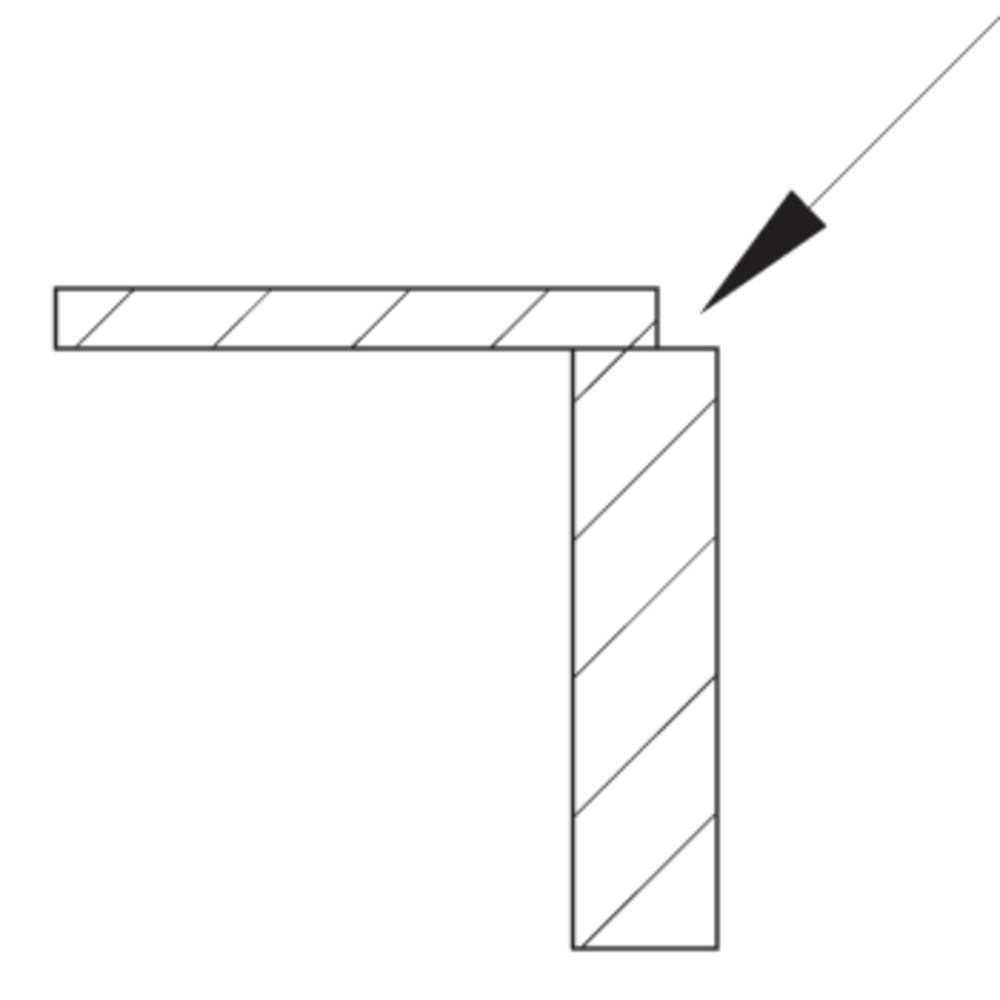
- Platzieren Sie das Schweißsymbol wie auf 103.png gezeigt.
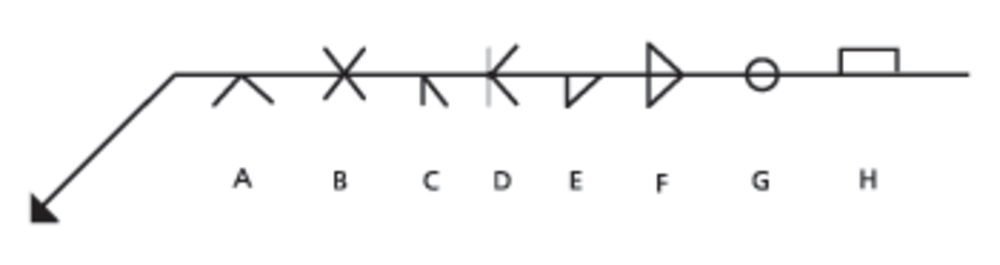
Schweißsymbole
a = V-Naht
e = Kehlnaht
b = X-Naht
f = Doppelkehlnaht
c = halbe V-Naht
g = Punktschweißen
d = K-Naht
h = Stecker
Schweißnahtbearbeitung
105.png Neben Symbolen für die Schweißnaht gibt es auch Symbole für die Schweißnahtoberfläche.
A = V-Naht, konvexes Profil
B = X-Naht, ebener Boden
C = halbe V-Naht, flacher Boden
D = K-Naht mit konvexem Profil
E = Kehlnaht mit Hohlprofil
F = Doppelkehlnaht mit konvexem Profil
Schweißmessungsregistrierung
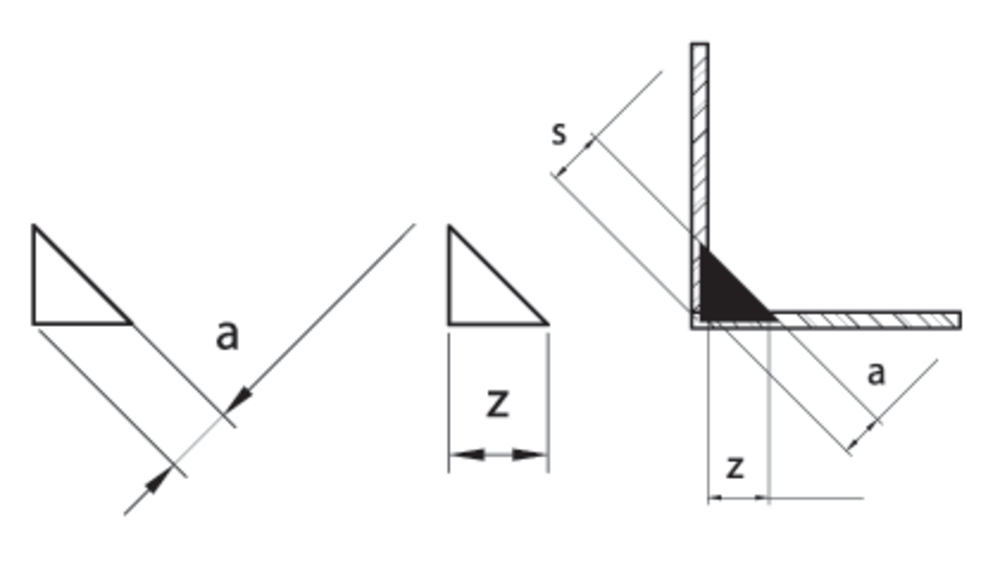
- Platzieren Sie Zahlen rechts oder links neben dem Symbol, um sicherzustellen, dass die Schweißnaht die richtige Größe hat. Bei Kehlnähten gibt das Symbol die Kehlnahtdicke (ausgedrückt als a oder s) an. Geben Sie außerdem die Schweißnahtlänge an. 106.png und 107.png
Schweißbezeichnung
a = nominale Halshöhe
s = Eindringtiefe
z = nominale Beinlänge
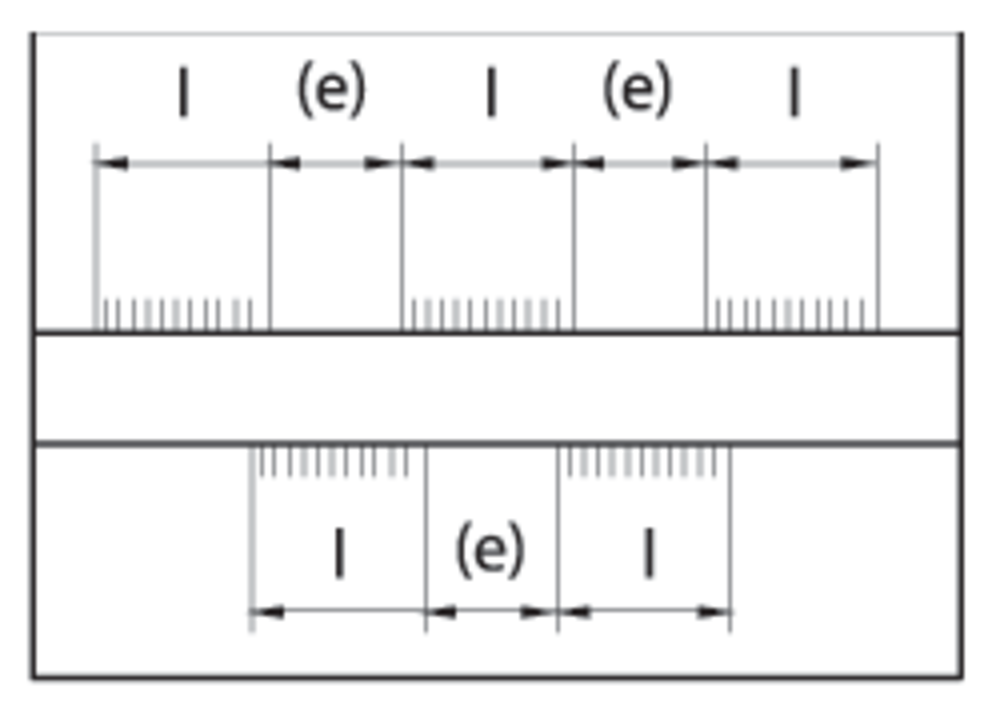
Kettenschweißen
l = Länge der Schweißnaht
e = Abstand zwischen aufeinanderfolgenden Schweißnähten
n = die Anzahl der Schweißnähte
Richtlinien für die Spezifizierung von Schweißnähten
- Geben Sie in der Zeichnung stets die Schweißnahtposition, die Schweißnahtart und die Qualitätsstufe (Kettenschweißung, Vollflächenschweißung, Durchschweißung, Doppelseitenschweißung) an. Siehe auch die obigen Beispiele.
- Bei Schweißungen, deren Position von großer Bedeutung ist, sollten diese nicht als Kettenschweißung, sondern als Einzelschweißungen gekennzeichnet werden. Dadurch wissen die Schweißer, dass die Position der Schweißnaht wichtig ist.
- Bitte beachten Sie, dass die Schweißnaht niemals kleiner (weniger fest) als angegeben sein sollte.
- Denken Sie daran, dass der Schweißer selbst die Art der Schweißung bestimmt, wenn nur ein Pfeil und nicht die Art der Schweißverbindung angegeben ist.
- Beim Schweißen muss klar angegeben werden, ob eine Bearbeitung auf beiden Seiten erforderlich ist und welche Anforderungen an die Endbearbeitung gestellt werden.
- Bereiche, in denen Schweißen nicht zulässig ist, sind mit dem Text „Schweißen verboten“ zu kennzeichnen.
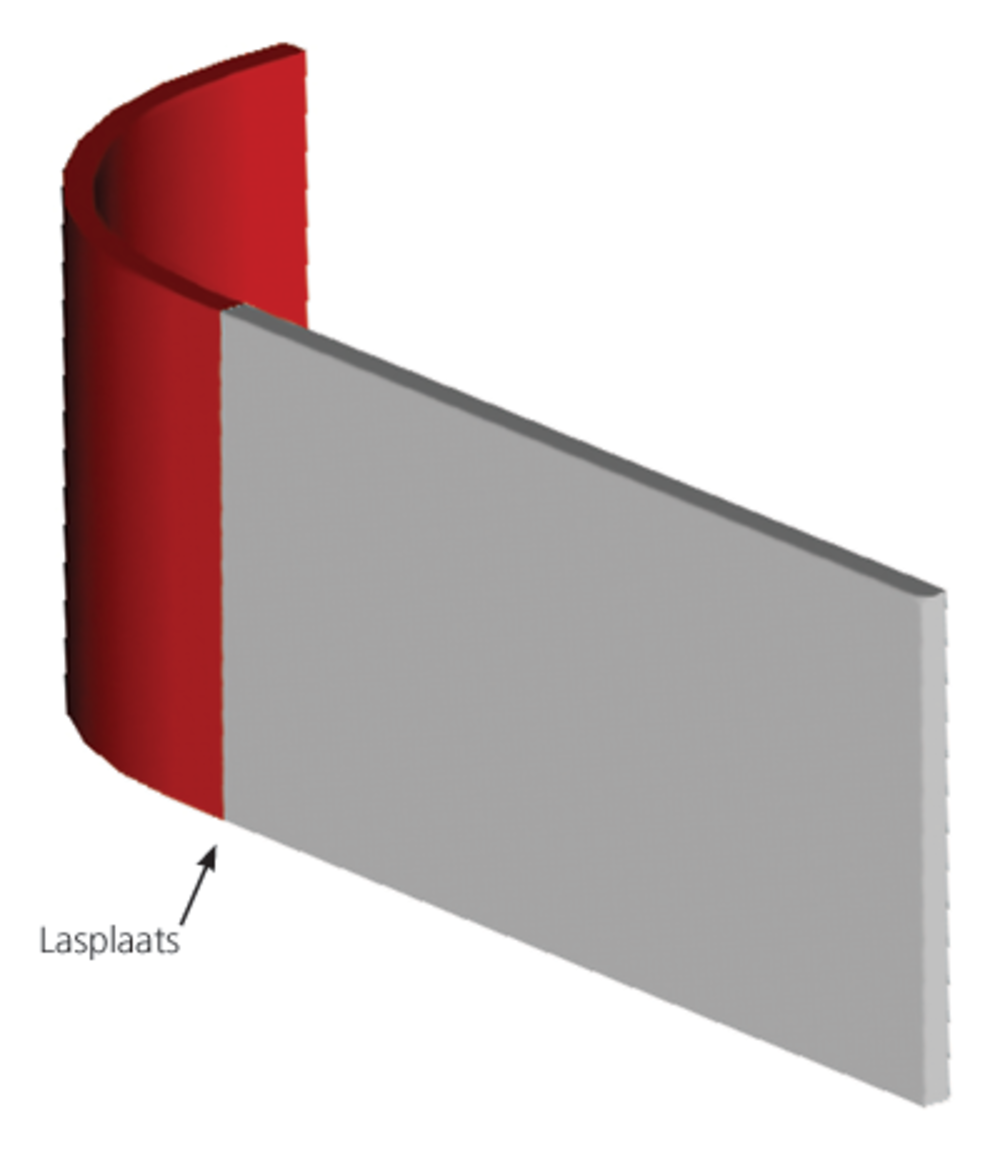
Verformung verhindern
Die Verformung entsteht durch intensive lokale Erwärmung. Der erwärmte Bereich dehnt sich aus und erzeugt Druck im kalten Bereich. Nach dem Abkühlen zieht sich der erwärmte Bereich zusammen und erzeugt Spannung im kalten Bereich.
Eine Möglichkeit, Verformungen zu vermeiden, besteht darin, Form und Größe vorab festzulegen, sodass die gewünschte Form/Größe nach dem Schrumpfen erreicht wird. Der Vorteil dieser Methode liegt in den geringen Eigenspannungen und dem Verzicht auf teure Spannvorrichtungen. Ein Nachteil ist die Schwierigkeit, die Verformung vorherzusagen. Eine andere Methode ist das Einspannen der zu verbindenden Bauteile. 108.png Der Nachteil hierbei ist, dass jegliche Bewegung verhindert wird, was beim Entformen aufgrund von inneren Spannungen zu Verformungen oder sogar Rissen führen kann. Auch die Bearbeitungsreihenfolge kann den Grad der Verformung beeinflussen.
Verformungen können durch vorheriges Anbringen von Verstärkungsrippen verhindert werden.
- Berücksichtigen Sie unerwünschte Schweißnahtverformungen bereits in der Konstruktionsphase; vermeiden oder begrenzen Sie die Anzahl der Schweißnähte im Produkt.
- Begrenzen Sie das Schweißvolumen. Je größer das Volumen, desto größer die Produktverformung. Kleinere Schweißvolumina sind zudem wirtschaftlich vorteilhafter.
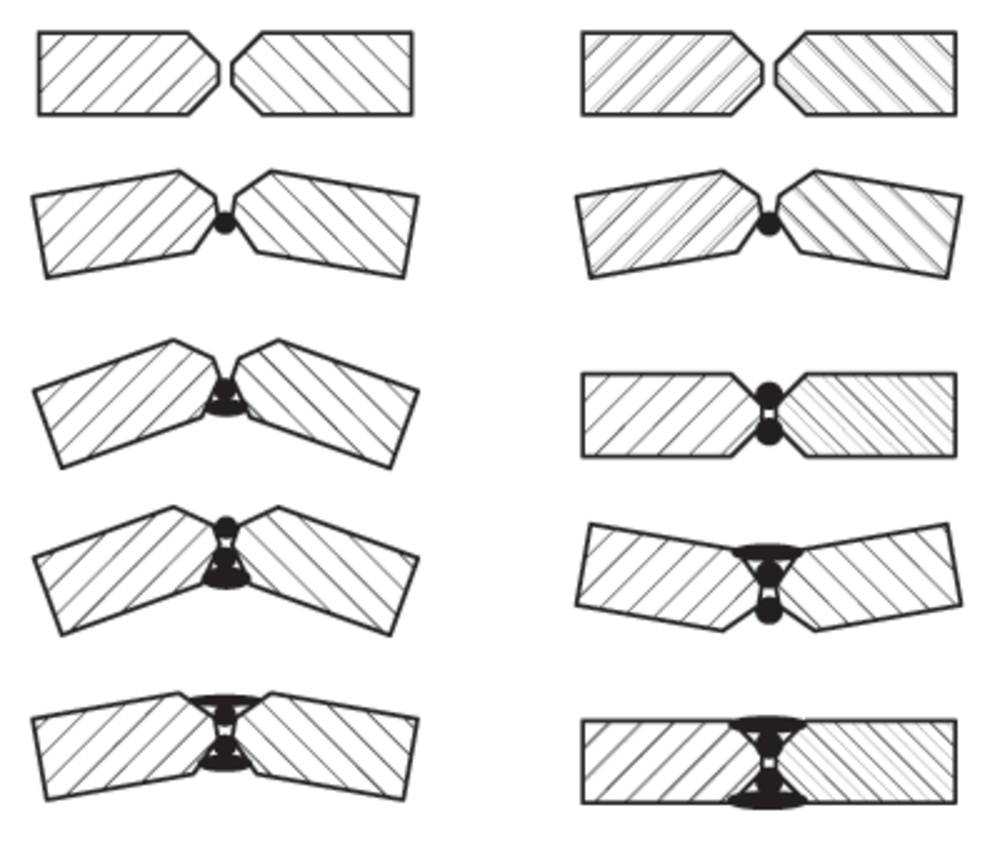
- Bei doppelseitigen Schweißungen abwechselnd oben und unten schweißen. Dies gleicht den durch die Wärmeeinbringung verursachten Verzug aus. Verwenden Sie hierfür bei dicken Blechen eine X-Naht anstelle einer V-Naht. 109.png
- Wählen Sie eine günstige Schweißstelle. Schweißen in der Nähe der neutralen Achse gewährleistet eine gleichmäßige Verteilung der Crimpkräfte. Dadurch wird das Risiko von Verdrehung und Verformung reduziert. 1010.png
- Schweißen Sie die Produkte gleichmäßig, anstatt zunächst nur eine Seite vollständig zu verschweißen. Andernfalls besteht ein hohes Risiko übermäßiger Verformung auf einer Seite. Dies lässt sich korrigieren, indem man zunächst auf der anderen Seite mehr Material verschweißt. Diese Methode ist besonders bei Nocken empfehlenswert, da Spannung dazu führen kann, dass der Nocken aus der Nut springt.
Nachfolgend sind einige gängige Verbindungsarten mit ihren Vor- und Nachteilen aufgeführt.
Verbindungstypen
Eckschweißnähte
Ecke an Ecke
1011.png
Vorteile:
- Die Öffnung gut verschweißen.
- Durchschweißen bis zur Innenseite.
- Die stärkste Verbindung (viel Füllmaterial).
- Nachbearbeitung je nach Plattendicke und Oberflächenbeschaffenheitsanforderungen des Kunden (manchmal nicht erforderlich).
- Einfaches Ergebnis, erzielt ohne moderne Techniken.
Nachteile:
- Verformung (abhängig von der Plattendicke).
Halbe Überlappung
1012.png
Vorteile:
- Geringere Verzerrungen durch geringere Wärmezufuhr.
- Durch den Anschlag an der anderen Platte (Positionierung) ist die Handhabung einfacher.
- Wird häufig verwendet, wenn eine Kopfplatte auf ein Rohr oder einen Schlauch geschweißt wird.
Nachteile:
- Keine Penetration.
- Das Erscheinungsbild ist weniger ansprechend, keine runde Schweißnaht.
- Immer nachbearbeiten.
Vollständige Überlappungsschweißung außen
1013.png
Vorteile:
- Geringe Verzerrung.
Nachteile:
- Umfangreiches Schleifen, bei dem ein Teil der Schweißnaht abgeschliffen wird.
- Schwache Verbindung.
- Die V-Naht vor dem Schweißen abschleifen.
- Nicht anwendbar bei dicken Platten.
Vollständige Überlappungsschweißung innen
1014.png
Vorteile:
- Gute Verbindung, aber etwas schwächer als von Ecke zu Ecke.
- Geringe Nachbearbeitung: Schärfung der äußeren Eckkante, keine Nachbearbeitung der inneren Ecke.
- Geringe bis keine Verzerrung.
- Gute Verbindung unterschiedlicher Materialstärken.
Nachteile:
- Da es sich nicht um eine Durchschweißung handelt, ist die Schweißnaht etwas schwächer.
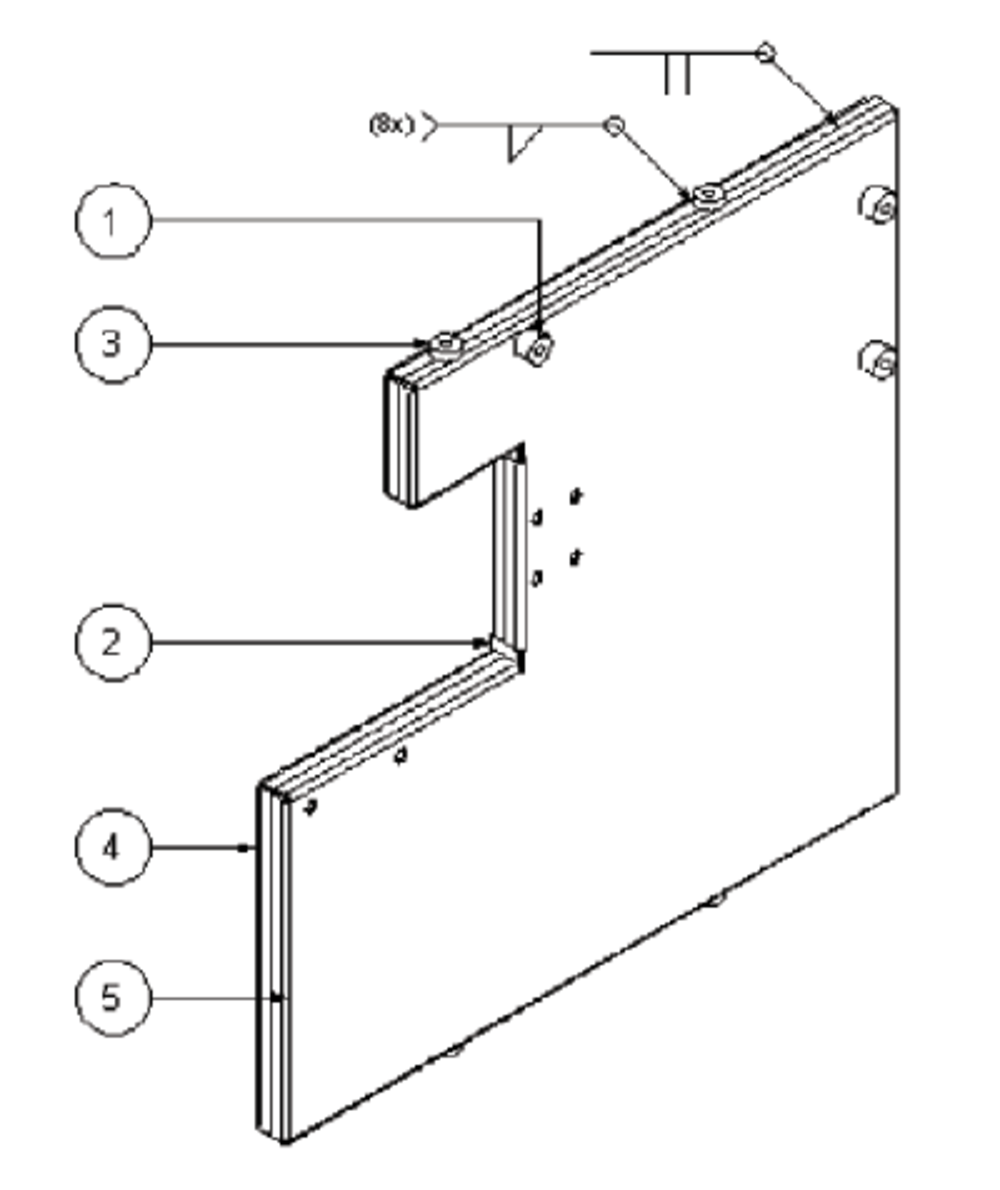
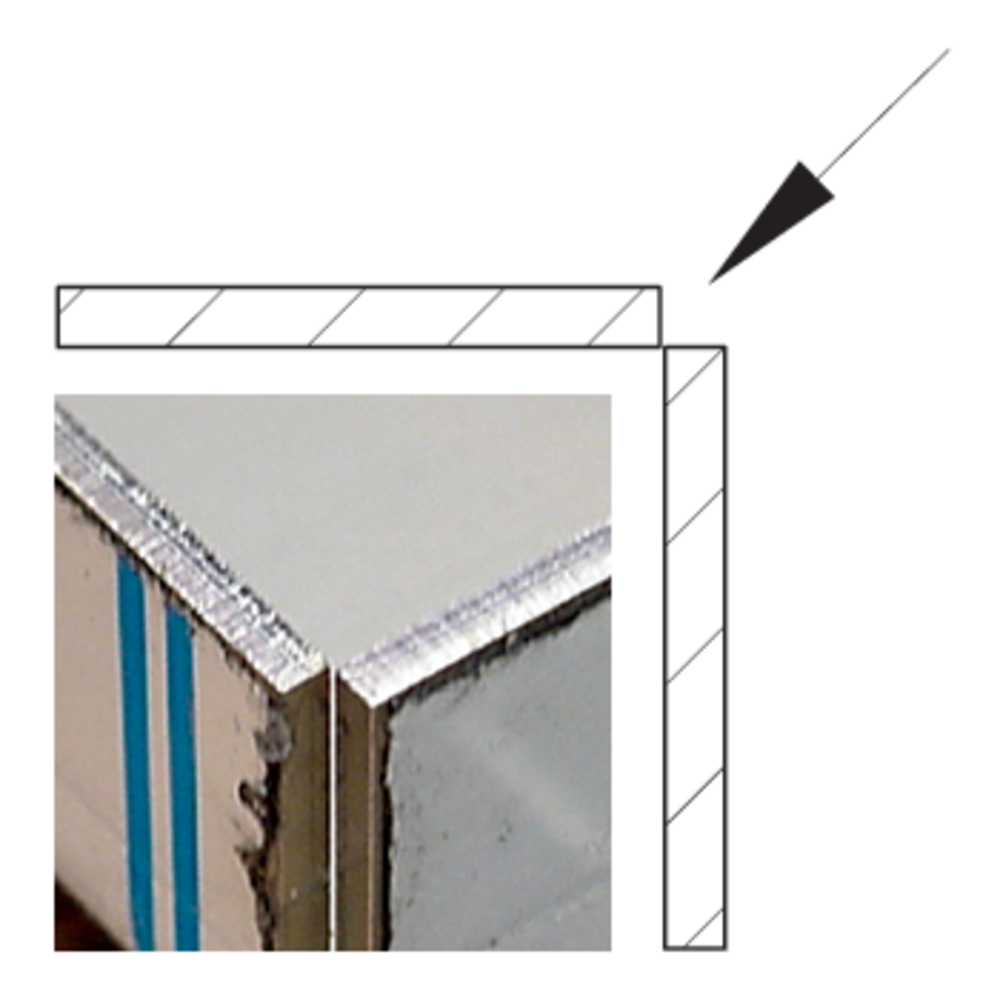
'Unsichtbare' Verschlussnähte
1015.png Die „unsichtbare“ Schlussschweißung, die dem Schweißen von Ecken mit vollständiger Überlappung ähnelt, eignet sich für Produkte, die gespritzt, geschliffen oder sandgestrahlt werden müssen.
Durch das enge Verschweißen zweier Platten mit kleinen Schweißpunkten innen und außen entsteht ein minimaler Spalt zwischen den Plattenteilen. Durch das Heften dieses Spalts an wenigen Stellen wird der Nachbearbeitungsaufwand reduziert, das Produkt verformt sich nicht und die Verbindung bleibt dennoch ausreichend fest. Beim Lackieren verläuft die Nut gleichmäßig mit der Farbe, und die Verbindungsstelle ist nicht mehr sichtbar. Die Naht kann auch durch Schleifen und Polieren kaschiert werden. Hinweis: Eine „unsichtbare“ Schweißung ist nur mit WIG-Schweißen bis zu einer Plattendicke von 2 mm möglich. Achten Sie außerdem auf die perfekte Passung der beiden Plattenteile.
Schweißen von flüssigkeitsdichten Verbindungen
1016.png Um die Wasserdichtigkeit eines geschweißten Tanks zu gewährleisten, wird häufig eine doppelte Kehlnaht verwendet. Durch das Durchführen einer Platte sind zwei Schweißpunkte möglich. Allerdings ist das Erscheinungsbild des Tanks dadurch weniger ansprechend.
Schweißen von Blechen unterschiedlicher Dicke
- Bei unterschiedlichen Blechdicken ist die Überlappung so zu wählen, dass eine quadratische Fläche zum Schweißen übrig bleibt.
- Falls die Stabilität der Konstruktion es erfordert, kann auch von innen geschweißt werden. Dabei ist jedoch darauf zu achten, dass sich das dünnste Blech nicht verzieht.
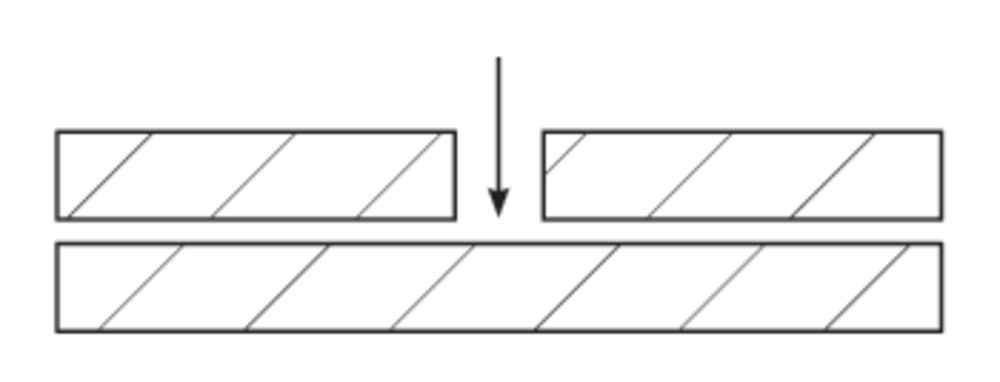
Stumpfschweißung
1018.png Für einen sauberen Eckabschluss wird häufig eine Stumpfnaht anstelle einer Kehlnaht verwendet. Es ist jedoch vorzuziehen, das Blech gar nicht zu schweißen, sondern es aus einem einzigen Stück zu formen. Durch das Anfasen der Blechkanten entsteht eine größere Schweißnahtfläche, wodurch die Stumpfnaht stabiler wird. Dies lässt sich auf verschiedene Weise erreichen.
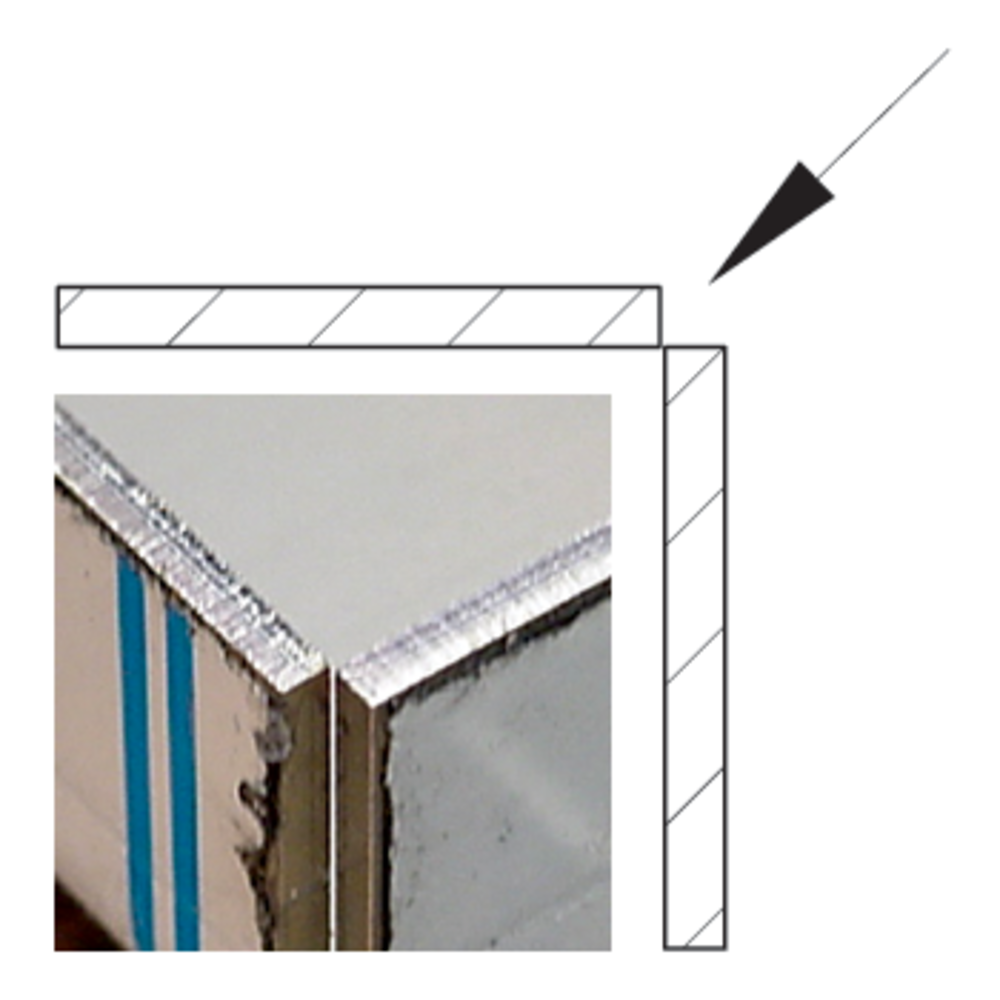
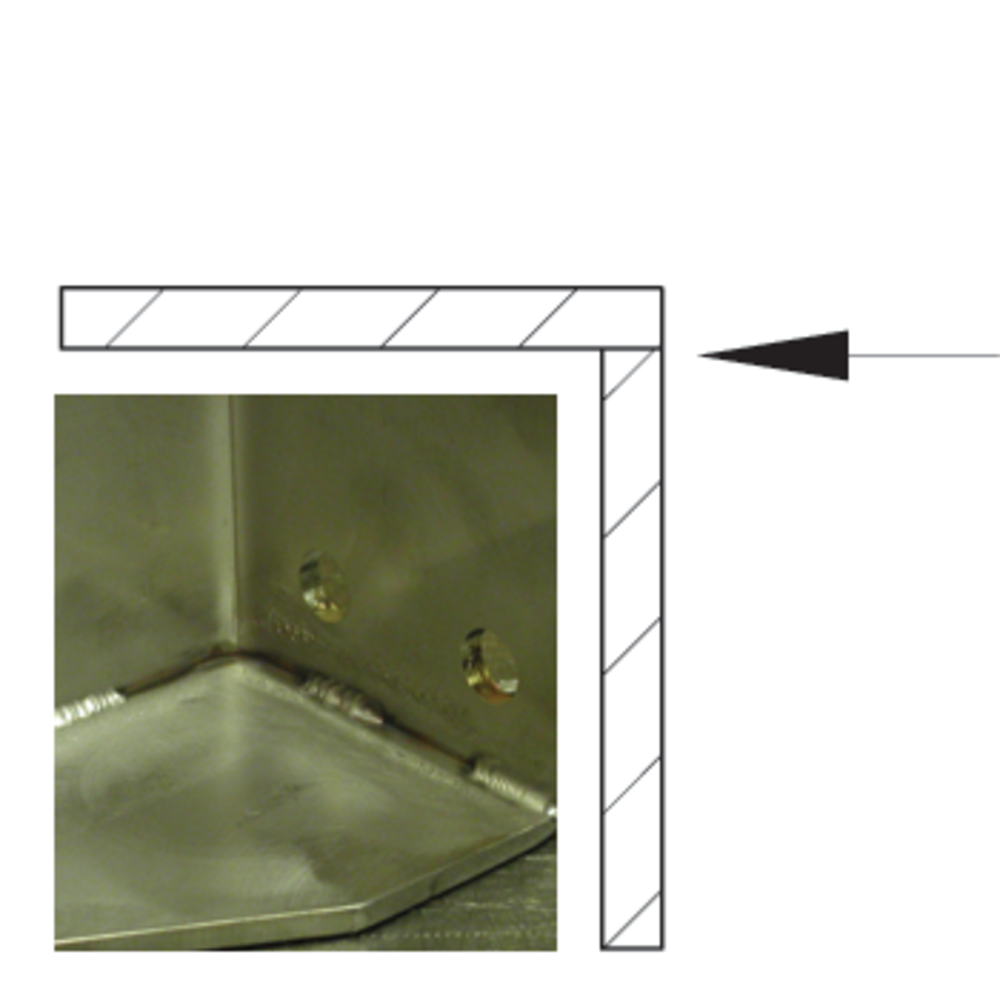
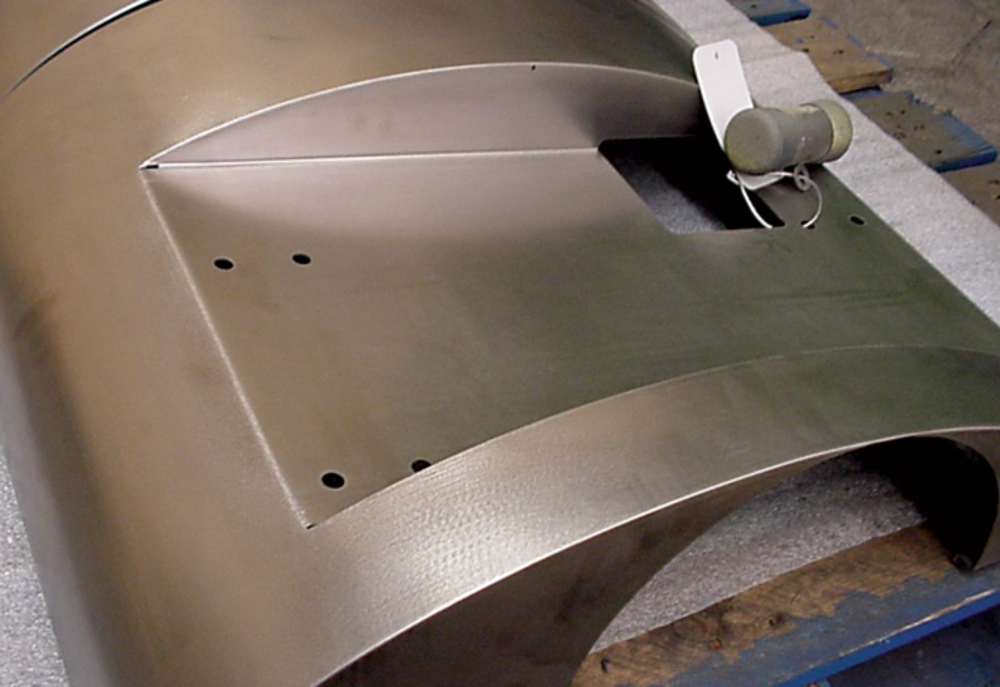
Punktschweißen
1019.png Das Punktschweißen eignet sich ideal für Überlappschweißungen. Durch das Einbringen einiger Löcher in die Deckplatte wird die Schweißposition fixiert. Das Verschweißen der Löcher sorgt für eine ebene Oberfläche der Deckplatte. Eine Nachbearbeitung ist daher nicht erforderlich. Die Festigkeit der Verbindung hängt von Form und Größe der Öffnung ab.