9. Walzer
Plattenwalzen
Ob Bleche gewalzt werden können, hängt von mehreren Faktoren ab. Insbesondere die Kombination aus Blechdicke, Blechbreite und Materialart bestimmt die zum Walzen des Werkstücks erforderliche Kraft.
Bei der Berechnung der Walzendurchbiegung ist die neutrale Linie zu verwenden. Beachten Sie, dass der Einlauf in die Walze zu einer flachen Kante am Produkt führt. Dies kann teilweise kompensiert werden, indem zuvor einige Flächen im Einlaufbereich gebogen werden.
| Rollenbreite | Durchmesserrolle |
|---|---|
| 1500 mm | 90 mm |
| 1500 mm | 100 mm |
| 2500 mm | 205 mm |
Profilwalzen
Das Profilwalzen erfolgt auf einer speziell dafür entwickelten Profilwalzmaschine. Die Walzen werden individuell für die jeweiligen Profile angefertigt, wodurch eine große Bandbreite an Profilen möglich ist. Allerdings ist nicht alles realisierbar. Bei Kepser prüfen wir die Machbarkeit jedes einzelnen Profils.
- Nehmen Sie ein Profil mit Überlänge zum Walzen, geben Sie aber auch die Nettogröße an.
- Vermeiden Sie U-Profile mit unebenen Flanschen.
- Um ein Verdrehen der Produkte zu verhindern, muss das zu walzende Material gleichmäßig sein. Es dürfen keine zusätzlichen Rippen, große Öffnungen usw. hinzugefügt werden, und die Breite muss konstant bleiben.
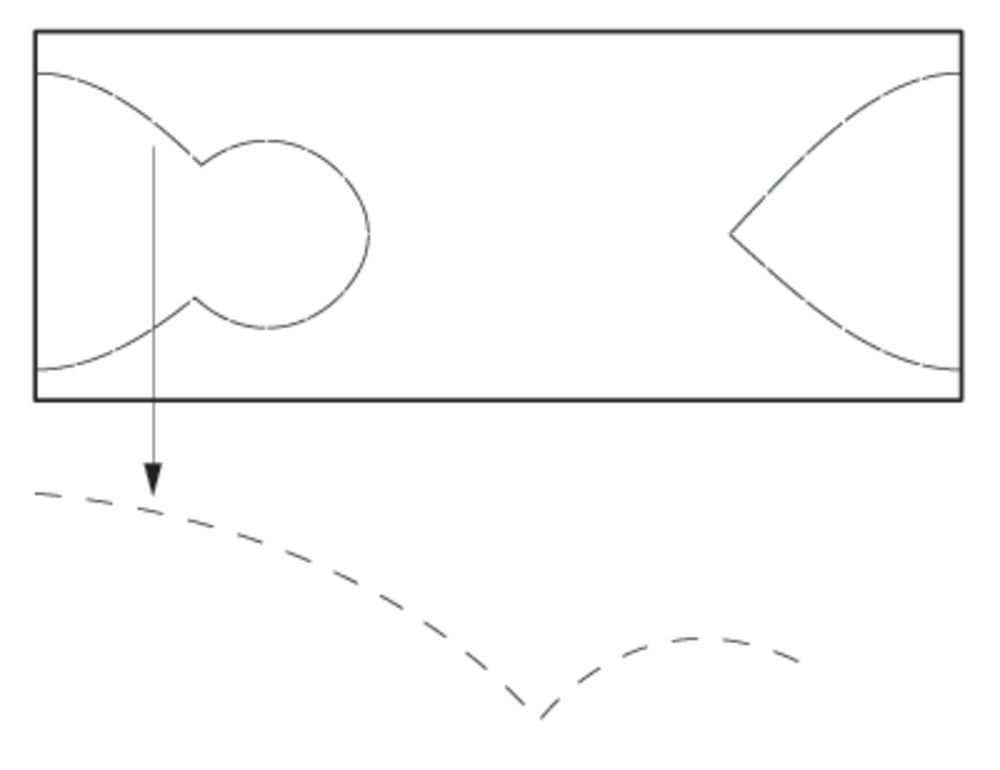
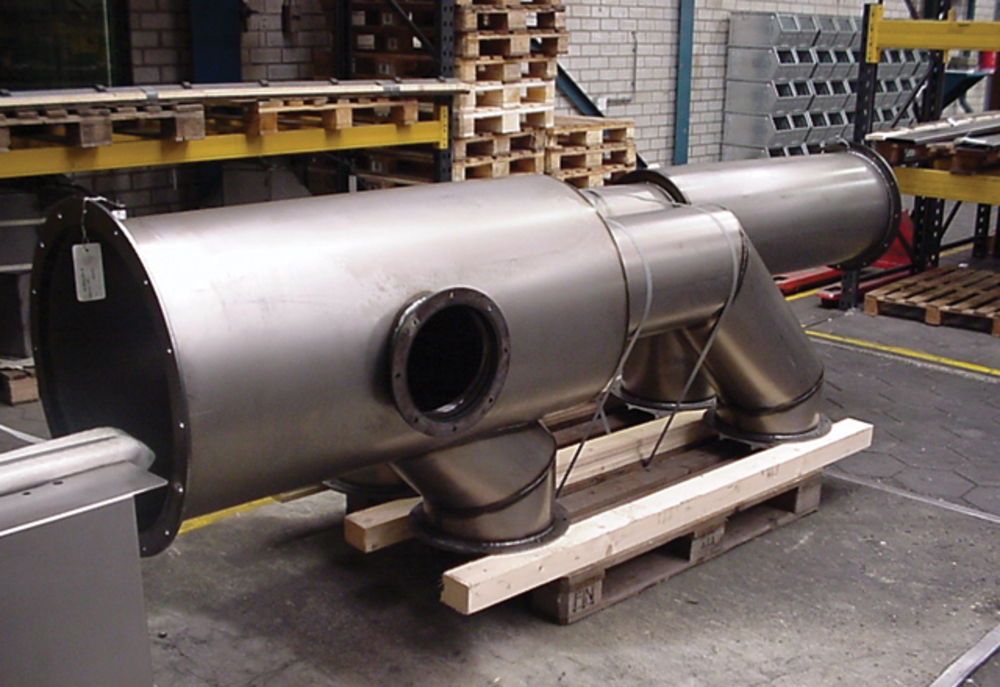
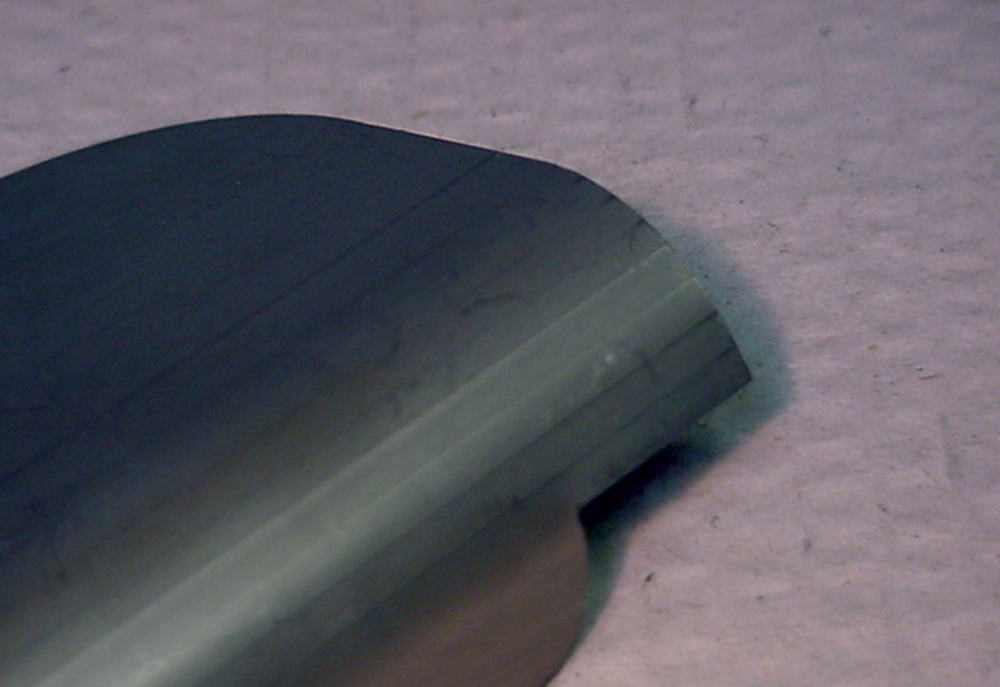
- Benötigen Sie Löcher im Material, die nicht nachträglich hinzugefügt werden können? Dann wählen Sie eine Kombination aus Laserschneiden und Walzen. Achten Sie beim Laserschneiden darauf, dass zwischen dem auszupressenden Material und dem Produkt Stege entstehen, damit es anschließend noch walzen kann. Der Inhalt der Löcher kann dann später entfernt werden. 91.png, 92.png und 93.png
- Löcher, die vor dem Walzen in das Blech gebohrt wurden, verformen sich während des Walzvorgangs. Sie können die Löcher dennoch markieren, indem Sie ihre Positionen kennzeichnen oder ein kleines Loch vorbohren.
Facettenbiegung
Eine Alternative zum Walzen ist das Facettenbiegen. Dabei werden zahlreiche Biegungen in kleinem Winkel und in geringem Abstand zueinander angebracht. Hinweis: Beim Facettenbiegen bleiben die Biegungen stets sichtbar. 94.png
Achsdrücke
Ist das Facettenbiegen aufgrund der Seriengröße zu zeitaufwendig, ist das Wellenpressen die geeignetste Methode. Im Gegensatz zum Facettenbiegen erzeugt das Wellenpressen (Biegen mit einem runden Schaft) einen exakten Innenradius. 95.png