6.a Laserschneidprofil
Das Prinzip des Laserschneidens beim Profillaserschneiden ist dasselbe wie in Kapitel 6 „Laserschneiden“ beschrieben. Es werden dieselben Gase verwendet.
Die Steuerung erfolgt mittels einer CNC-Steuerung. Der Prozess wird über eine CAD/CAM-Schnittstelle verwaltet, für die wir FX-Tube verwenden. Dabei handelt es sich um ein Rohr- und Profilbearbeitungssystem, das importierte Volumenkörper oder 2D-CAD-Daten in komplexe Programme umwandelt. Das System beinhaltet außerdem einen 3D-Simulationsmodus *foto bestaat niet*, der unter anderem zur interaktiven Fehlererkennung dient.
Einige Vorteile des Laserschneidens von Rohren und Profilen.
- Sparen Sie Zeit in der Vorbereitungsphase. Konstrukteure und Ingenieure können bereits zu Beginn ihrer Konstruktionsarbeiten die vielfältigen Möglichkeiten des Rohrlaserschneidens in Betracht ziehen.
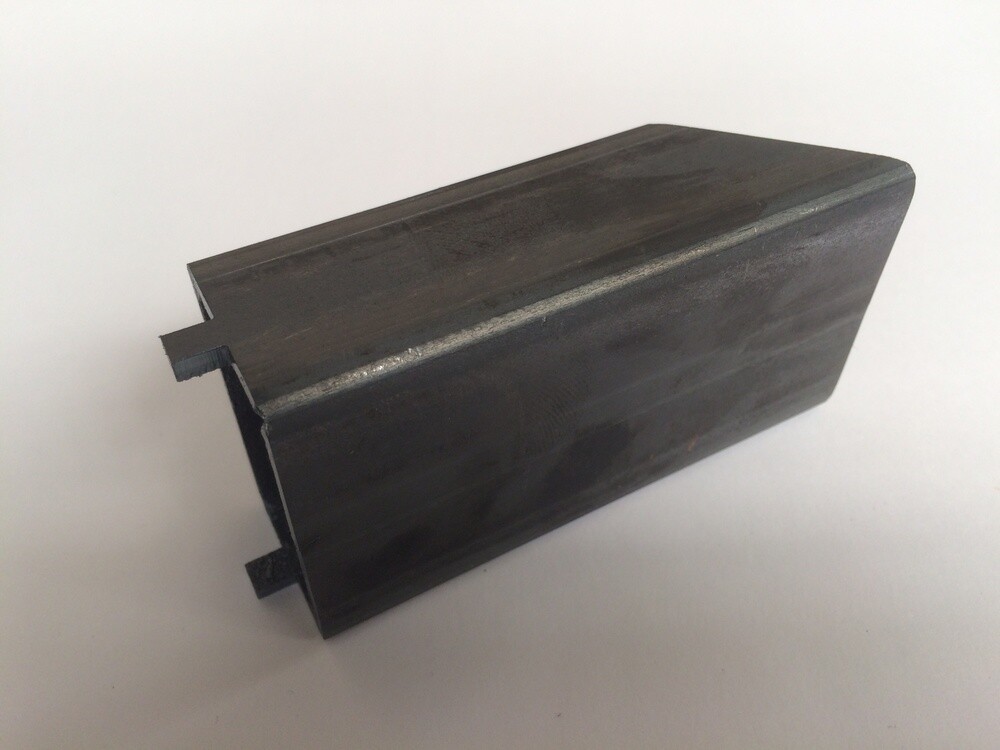
- Zeitersparnis in der Nachbearbeitung. Durch den Einsatz von Positioniernocken ist das Messen in der Schweißabteilung praktisch überflüssig. Auch Schweißvorrichtungen werden nicht mehr benötigt.
- Sehr kurze Bearbeitungszeit.
- Hochpräzise Schnitte bis zu 0,1 mm, abhängig von den Abmessungen des Produkts.
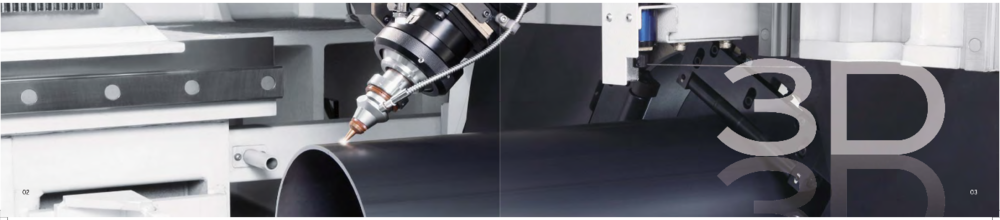
- 3D-Laserschneiden. Durch Neigen des Schneidkopfes um 45 Grad und anschließendes Drehen ist ein vollständiger 3D-Schnitt möglich. fig-x3_1.png
- Minimale Wärmeeinwirkung auf das Produkt. Im Gegensatz zu Sägen, Bohren, Fräsen und Stanzen treten weniger Verformungen auf.
- So lässt sich beispielsweise eine nahtlose Verbindung zwischen runden und quadratischen Profilen herstellen.
- Beispiellos hohes Maß an Gestaltungsfreiheit.
Allgemeine Informationen.
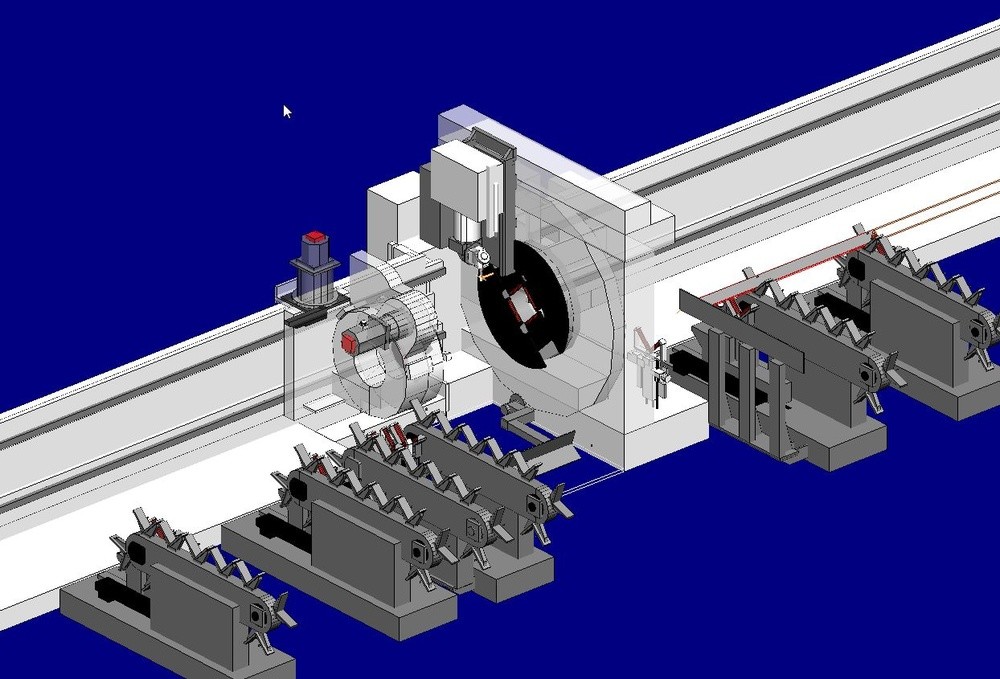
Eine Rohrlasermaschine besteht aus einer Spannvorrichtung, einem Laserschneidkopf und einem Zu- und Abführmagazin. Die Spannvorrichtung selbst besteht aus vier Teilen: drei separaten Spannfuttern (die beiden äußeren mit Backenplatte) und einem festen Spannfutter. Die separaten Spannfutter können sich entlang der X-Achse bewegen, um unter anderem das Werkstück zuzuführen und abzuführen. Sie können sich auch drehen; dies wird als C-Achse bezeichnet.
Beim Laserschneidkopf sieht die Sache anders aus. Hier geht es um die Z-Achse: die Auf- und Abbewegung des Laserkopfes, die Y-Achse: die Bewegung senkrecht zum Produkt, die A-Achse: die Rotation um die Z-Achse und die B-Achse: die Rotation entlang der Produktlängsachse. (Abb. 6.a.4)
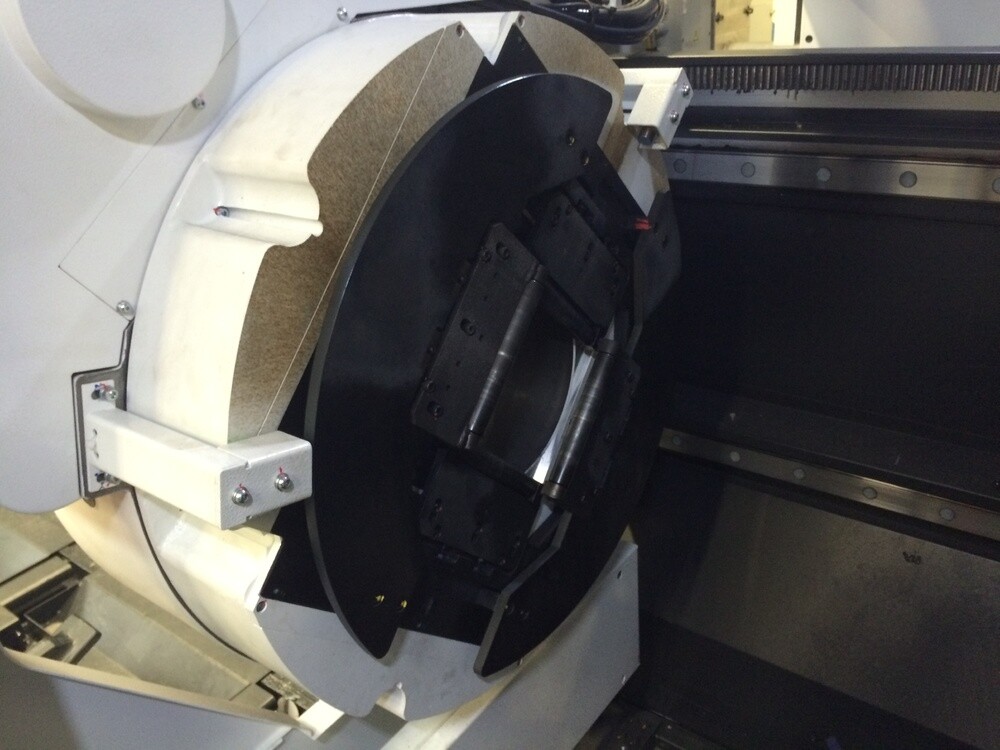
Der Laserkopf bildet das Herzstück der Maschine. Er kann sich um und entlang der genannten Achsen bewegen, um unterschiedlichste Konturen zu erzeugen. Zum Bewegen des Rohrs verwenden wir die Spannvorrichtung. 6a5.jpg Die losen Spannfutter mit Backenplatte sind vergleichbar mit einem Vierbackenfutter an einer Drehmaschine. Sie spannen das zu bearbeitende Material und sind drehbar. In der Nähe des Laserschneidkopfes befindet sich eine Halterung, das sogenannte Festfutter 6a6.jpg, das mit vier Rollen für eine gleichmäßige Längsbewegung des Werkstücks ausgestattet ist. Diese Halterung ist so nah wie möglich am Laserkopf positioniert, um ein Durchbiegen des Materials zu vermeiden.
Sobald das Festfutter mit seiner Backenplatte vollständig zurückgezogen ist, kann ein neues Rohr oder Profil eingespannt werden. Dieses ist durch das Magazin bereits korrekt positioniert und greift somit optimal in die Spannvorrichtung. Das Material wird anschließend durch das Festfutter zum Laserschneidkopf geschoben. Nach der Positionsbestimmung kann der Schneidvorgang beginnen. Das fertige Produkt fällt je nach Länge entweder in einen Behälter oder wird, gestützt vom Festfutter, im Fertigproduktmagazin abgelegt.
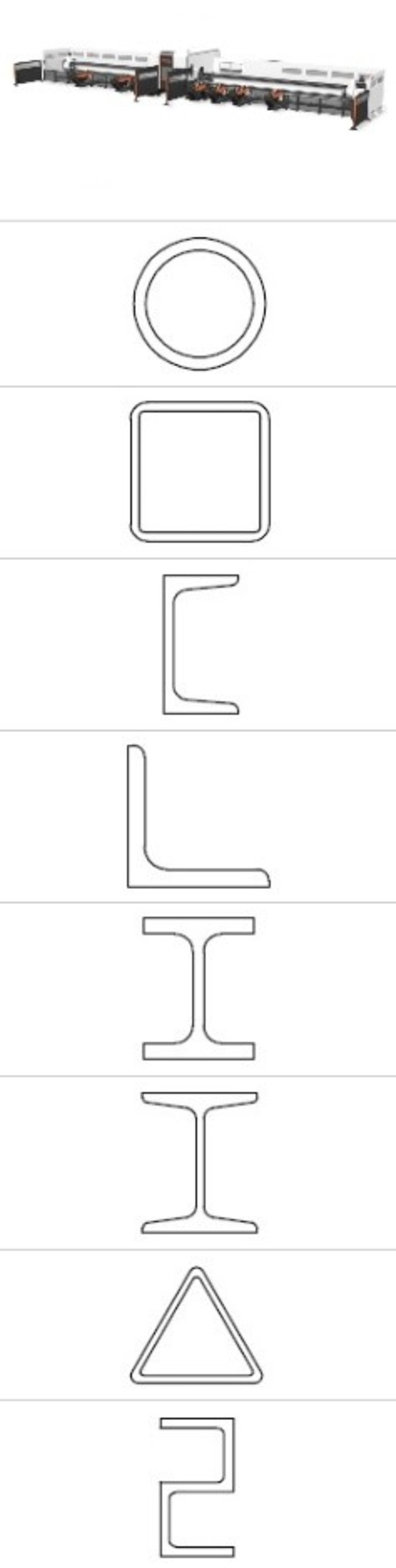
Wir können die folgenden Abmessungen und Profile verarbeiten.
- Maximale Abmessungen des Rundrohrs: Ø 220 mm,
- Maximale Profilabmessungen: 200x100mm und 160x160mm (□ Diagonale mit Durchmesser 220).
- Maximale Profillänge: 8000 mm.
- Maximale Wandstärke: Stahl 15 mm / Edelstahl 8 mm / Aluminium 5 mm.
- Maximales Produktgewicht: 330 kg.
- Die maximale Produktlänge beträgt die Handelslänge von -/-320 mm. Dies ist die Zugentlastung.
- *foto bestaat niet* zeigt einige Profile, die bearbeitet werden können. Auch exotische Varianten sind möglich, die bereitgestellte Zeichnung muss dann jedoch exakt mit dem Material übereinstimmen.
Es sind Daten bereitzustellen.
Wir können Dateien wie .DXF, .DWG, .STEP und .IGES importieren. Es ist entscheidend, dass die Zeichnungen das zu bearbeitende Material vollständig wiedergeben. Beispielsweise die Innen- und Außenradien eines Kastenprofils oder Winkels. Die gelieferten Dateien bestimmen somit das Endprodukt. Daher ist der Kunde für die Bereitstellung korrekter Dateien verantwortlich. In manchen Fällen erstellen wir gerne eine Zeichnung anhand der gelieferten Konstruktionszeichnung und programmieren diese. In diesem Fall ist es wichtig, dass alle Maße bekannt sind.
Tipps:
- Das Schneiden mit Stickstoff dauert zwar länger, verhindert aber die Bildung von Oxidschichten an den Schneidkanten.
- Je nach Wandstärke des Materials ist 3D-Schneiden möglich. Wird das Material schräg geschnitten, ist der Schnittweg länger, was zu längeren Bearbeitungszeiten führt. 2,5D-Schneiden kann hingegen erhebliche Zeitersparnis bringen, da der Schnitt senkrecht zum Material verläuft.
- Es ist möglich, Text, beispielsweise die Artikelnummer eines Produkts, zu gravieren. Häufig werden auch Positionierungslinien hinzugefügt. Dies spart Zeit in der Schweißabteilung, da nur minimales oder gar kein Messaufwand erforderlich ist.
- Bei der Konstruktion von Maschinen, Gestellen oder Rahmen ist es ratsam, möglichst Materialien mit gleicher Wandstärke zu wählen. Dies spart Zeit bei Maschinenumrüstungen.
- Als Faustregel gilt, dass Bohrungen und Vertiefungen nicht kleiner als die Wandstärke des Materials sein sollten. Ist dies gewünscht, können Sie mittige Löcher bohren, was das erneute Messen beim Bohren erspart.
- Die Schnittgeschwindigkeit für große Konturen ist um ein Vielfaches höher als für kleinere Konturen; die Wahl größerer Konturen spart daher, wo immer möglich, Schnittzeit.
- Auf der Zuführseite ist die Spannvorrichtung der Maschine mit einem Absaugsystem ausgestattet. Dieses entfernt den Großteil des Schneidstaubs. Insbesondere bei Edelstahl können sich diese heißen Partikel mitunter an der Innenseite des Profils festsetzen. Um dies zu verhindern, gibt es Möglichkeiten zur Vorbehandlung des Materials oder zur Reinigung nach der Bearbeitung.
- Beim Schneiden von Aluminium sind die inneren Schnittkanten oft rau. In diesem Fall ist häufig eine Nachbearbeitung erforderlich.
- Bei offenen Profilen wie Eck- oder C-Profilen ist es wichtig, dass die Zeichnung die Innen- und Außenradien enthält und dass diese auch der Realität entsprechen.
Um höchste Qualität zu gewährleisten, berücksichtigen wir intern auch Aspekte, die außerhalb des Einflussbereichs unserer Kunden liegen. Geringfügige Maßabweichungen der Profile sind im Basismaterial normal, daher können leichte Abweichungen auftreten. Um diese zu minimieren, verwenden wir jedoch nach Möglichkeit Material aus derselben Charge.