7. Drilling
Tapping
The table below contains the drilling diameters for the various screw threads. This table is based on the used standard forms.
| Metric thread | Gas thread | |||
|---|---|---|---|---|
| Minimum sheet thickness | Bore diameter (mm) | Bore diameter (mm) | ||
| M2 | 0.8 | 1.6 | G 1/8 | 8.7 |
| M2.3 | 0.8 | 1.9 | G 1/4 | 11.75 |
| M2.6 | 0.9 | 2.15 | G 3/8 | 15.25 |
| M3 | 1.0 | 2.5 | G 1/2 | 19 |
| M4 | 1.4 | 3.3 | G 5/8 | 21 |
| M5 | 1.6 | 4.2 | G 3/4 | 24.5 |
| M6 | 2.0 | 5 | G 7/8 | 28.25 |
| M7 | 2.0 | 6 | G 1 | 30.5 |
| M8 | 2.4 | 6.8 | G 1 1/8 | 35.5 |
| M9 | 2.4 | 7.8 | G 1 1/4 | 39.5 |
| M10 | 3.0 | 8.5 | G 1 3/8 | 41.5 |
| M12 | 3.0 | 10.5 | G 1 1/2 | 45 |
| M14 | 4.0 | 12 | G 1 5/8 | 48.5 |
| M16 | 4.0 | 14 | G 1 3/4 | 51 |
| M18 | 5.0 | 15.5 | G 2 | 57 |
| M20 | 5.0 | 17.5 | ||
| M22 | 5.0 | 19.5 | ||
| M24 | 6.0 | 21 | ||
For metric thread, the following rules apply: Bore
- diameter = thread type pitch.
- The minimum sheet thickness for tapping is twice the pitch.
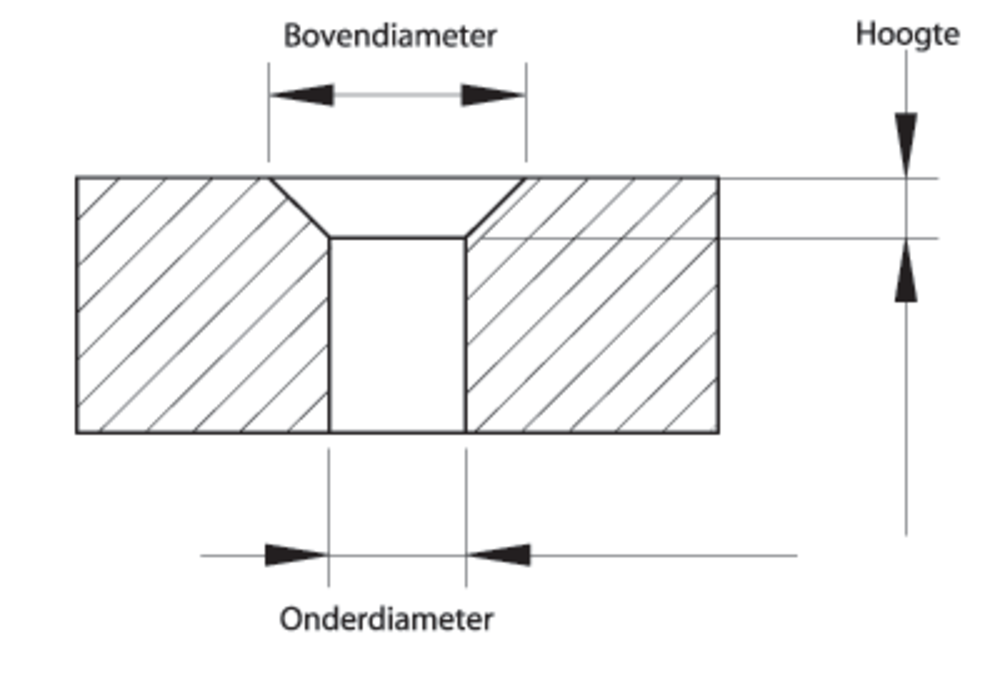
Galvanising
| Screw thread | Dimensions | ||||
|---|---|---|---|---|---|
| Head (angle 90 degrees) | |||||
| Saw cut | Hexagon | ||||
| Bottom diameter | Top diameter | Top diameter | Top diameter | Height | |
| M3 | 3.3 | 6.3 | 1.5 | 6.72 | 1.71 |
| M4 | 4.4 | 9.4 | 2.5 | 8.96 | 2.28 |
| M5 | 5.5 | 10.4 | 2.5 | 11.2 | 2.85 |
| M6 | 6.6 | 12.6 | 3.0 | 13.44 | 3.42 |
| M8 | 8.5 | 17.3 | 4.4 | 17.92 | 4.69 |
| M10 | 10.6 | 20.0 | 4.7 | 22.4 | 5.89 |
| M12 | 13.5 | 26.88 | 6.69 | ||
| M16 | 17.5 | 33.6 | 8/05 | ||
| M20 | 22.0 | 40.32 | 9.16 | ||
Friction drilling and tapping
If the wall thickness of a rectangular tube is insufficient for thread tapping then the friction drilling and tapping technique is used. Friction drilling consists of two actions. The drilling of a hole in the sheet and, at the same time, the forming of a bushing. (Fig. 7.1) After drilling, the bushing makes it possible to tap a thread length that is many times larger than the sheet thickness. These machining processes are carried out using a high- speed drill fitted with a special tap.
| Screw thread | Wall thick-ness | |
|---|---|---|
| Minimum | Maximum | |
| M5 | 1.5 | 1.75 |
| M6 | 1.5 | 4.0 |
| M8 | 1.5 | 4.0 |
| M10 | 2.0 | 4.0 |
| M12 | 2.5 | 4.0 |
| M16 | 2.5 | 4.0 |
Application requirements
- Distance between the holes: 2.5 x hole diameter.
- Distance from hole to edge of the sheet: 0.5 x hole diameter + 5 mm. Fig. 7.3
- Distance from hole to edge of setting: wall thickness + 5 mm + 0.5 x hole diameter + radius of setting.
- Distance from hole to center of weld: 0.5 x hole diameter + 9 mm.
Do not position holes in pipes and tubes in the middle. The force introduced during machining will depress the profile. When it comes to forming the bushing, friction drilling is not suitable for machining in flat sheet metal.
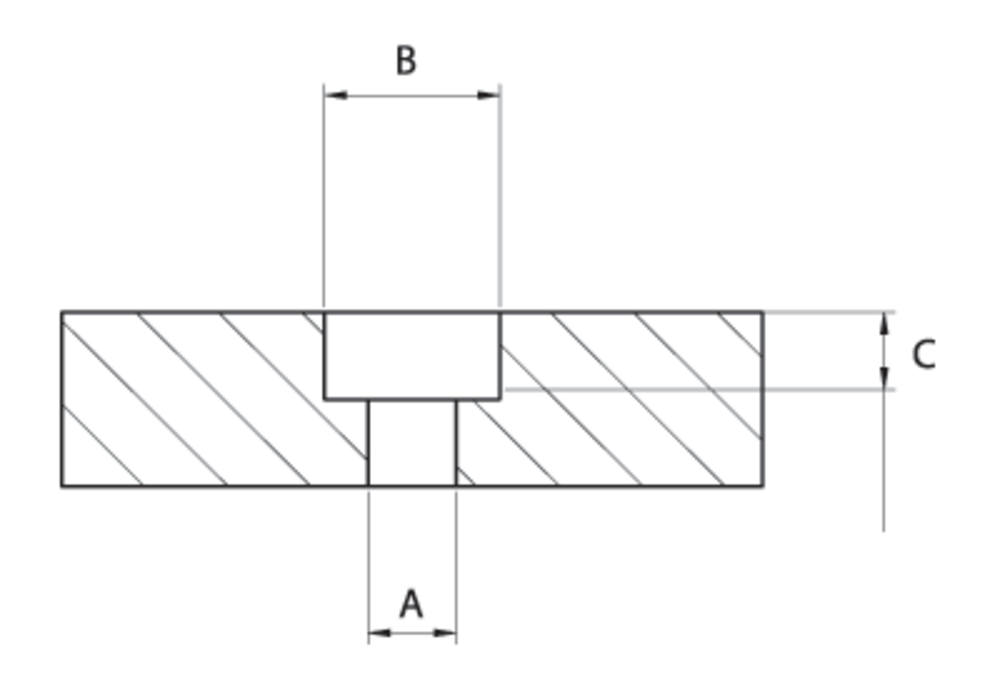
Recessed cylindrical head
A multi-step drill Fig. 7.3 can make a recessed hole for a cylindrical head (pot hole) in a single drilling action. Fig. 7.4
Also in stock:
- 26 x 13 (26 x 13 (pre-drilling necessary, size 13 not a • bore but a cylinder)
- 13.5 x 8.4
- 22 x 8.5 (pre-drilling necessary, size 8.5 not a bore but a cylinder)
| Screw thread | Dimensions | |||
|---|---|---|---|---|
| Thread shaft A (mm) | Headshaft B (mm) | Height of head (mm) | Depth head part mimimum C (mm) | |
| M5 | 6 | 11 | 5 | 5.5 |
| M6 | 6.6 | 11 | 6 | 6.5 |
| M8 | 9.0 | 15 | 8 | 8.5 |
| M10 | 11.0 | 18 | 10 | 10.5 |
| M12 | 13.5 | 20 | 12 | 12.5 |
| M16 | 17.5 | 26 | 16 | 16.5 |